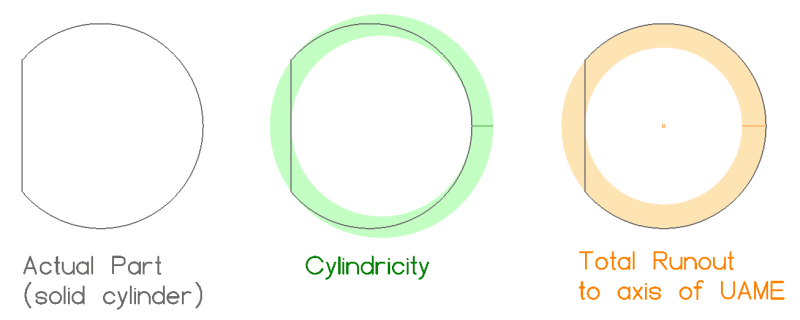
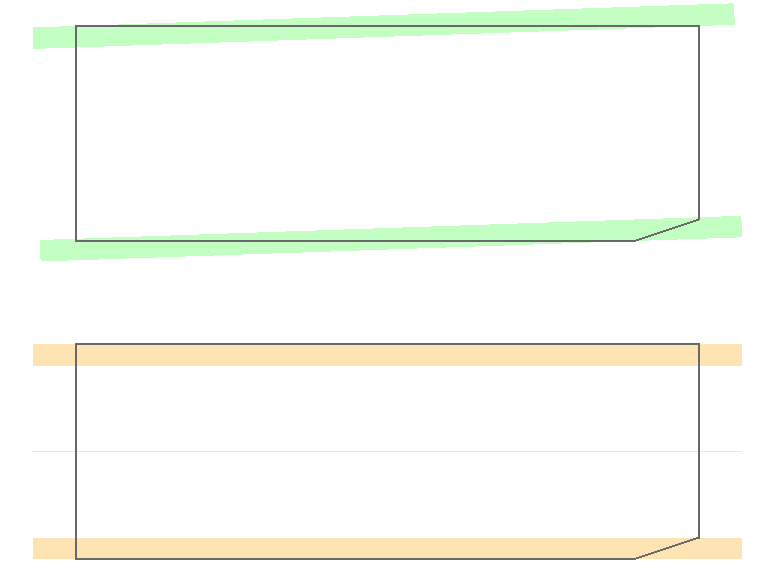
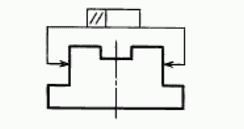
I need help in understanding this issue regarding simulating a center plane from a datum feature related to an external width dimension: let's say a width dimention is defined as a primary datum feature. When using a vise-like physical datum feature simulator with two almost parallel faces that close on the part, unless the tangent planes on both sides of the datum feature are perfectly parallel (and in the real world they're not), one of the vise faces will act similar to a primary datum plane - touching on 3 high points, and the opposite face will touch on only one point, similary to a tetriary datum plane. Now, depending on which side of the datum feature will make the more stable contact with the simulator, we might get a different separation width between the vise faces, and therefore the simulated datum plane will also be different. For example, if the measurement set up has the vise faces oriented horizontally, the side of the datum feature facing down will orient the part in the fixture, and if you flip the part upside down for a repeated measurement you might get different results on whatever control called out that datum. Now, I understand that there is only one "actual mating envelope" to the datum feature per ASME and only one of the sides facing down will produce the "minimum separation" condition per fig. 4-13, But that means that you have to mount the part twice in the fixtute and re-check your results, and I somehow doubt that this is the recommended practice... on the other hand, if the vise is oriented vertically, we will have no control over which side we stabilize better in the simulator - which is even worse. Everyone's insight will be much appreciated... Thank you!
Tek-Tips is the largest IT community on the Internet today!
Members share and learn making Tek-Tips Forums the best source of peer-reviewed technical information on the Internet!
-
Congratulations MintJulep on being selected by the Eng-Tips community for having the most helpful posts in the forums last week. Way to Go!
Simulating a datum center plane 2
- Thread starter semiond
- Start date
Similar threads
- Locked
- Question
- Locked
- Question