r13,
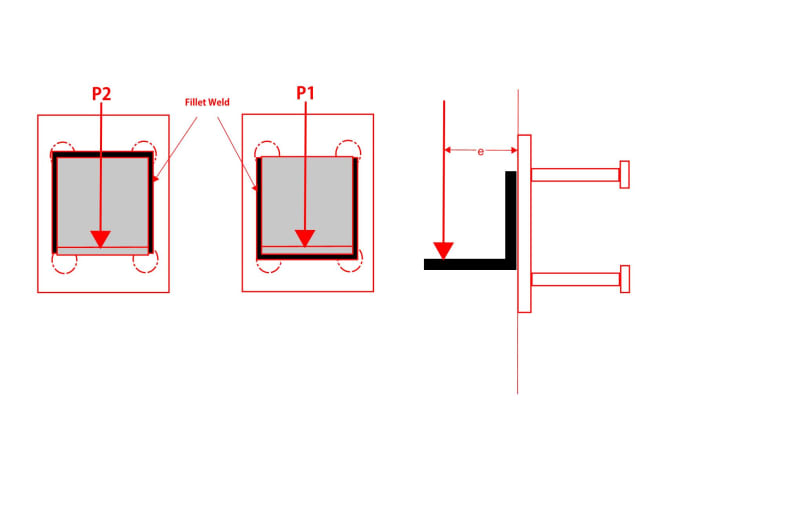
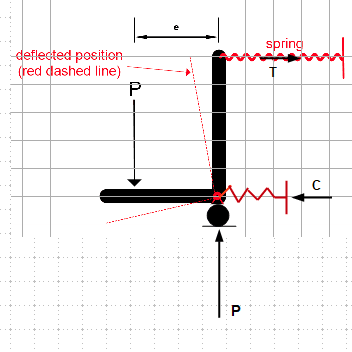
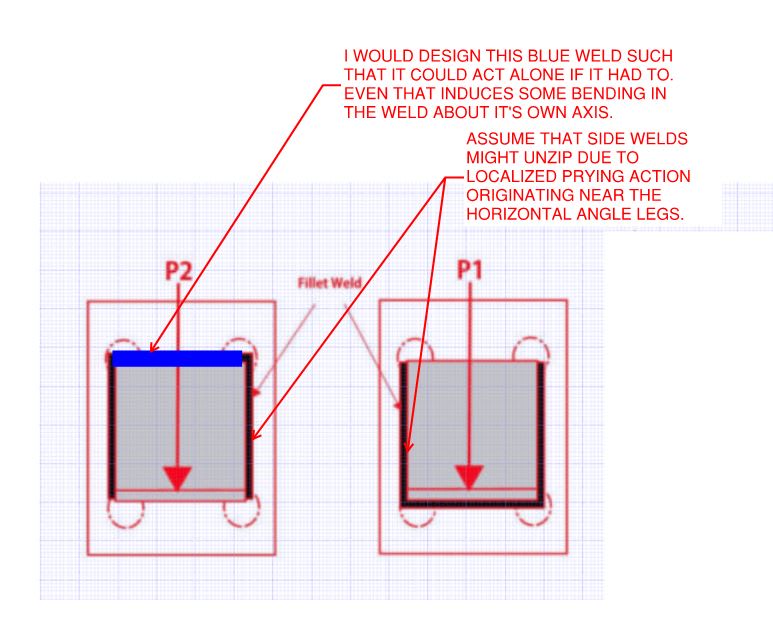
In P1, there is certainly no tension between the top of the angle and the plate. In P2, there may be some compression between the bottom of the angle and the plate - that is the extra capacity I am referring to.
desertfox,
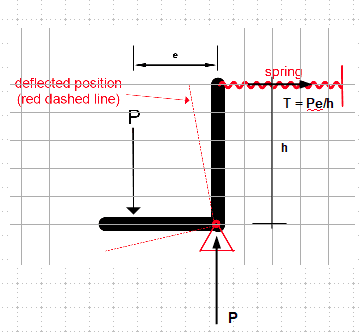
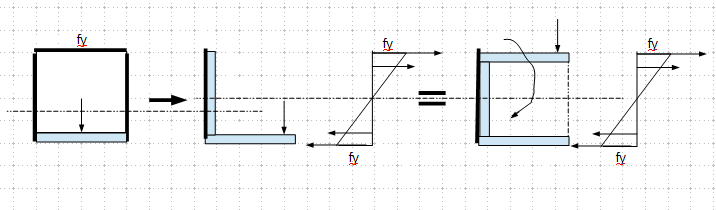
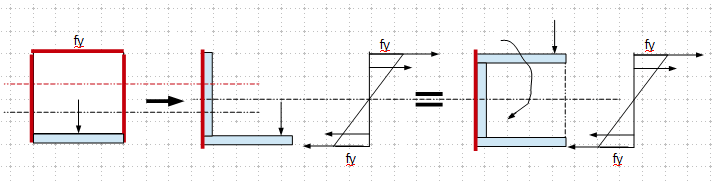
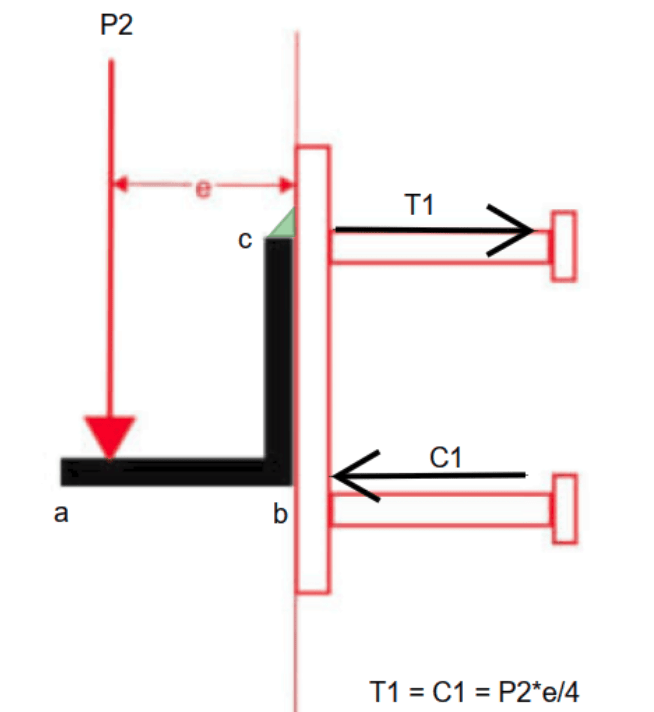
I agree that the last diagram posted by BA is incorrect. Using the assumptions he previously mentioned, the vertical welds should be half in compression and half in tension. With his method, the angle would act the same as if it had four welds when resisting moment (but only 3 resisting shear). I think most are in agreement that the design capacity would be the same - BA mentioned that a couple of days ago. If these angles were load tested to failure, do you think that P2 would hold more load? If not, is your thought that by the time any gap closed up, the welds would already be past the point of failure?