iStruct said:
This is my first post in EngTips. I read through the whole Miami bridge collapse thread and was hooked.
Welcome to the community, we look forward to your contributions.
Some thoughts on your problem:
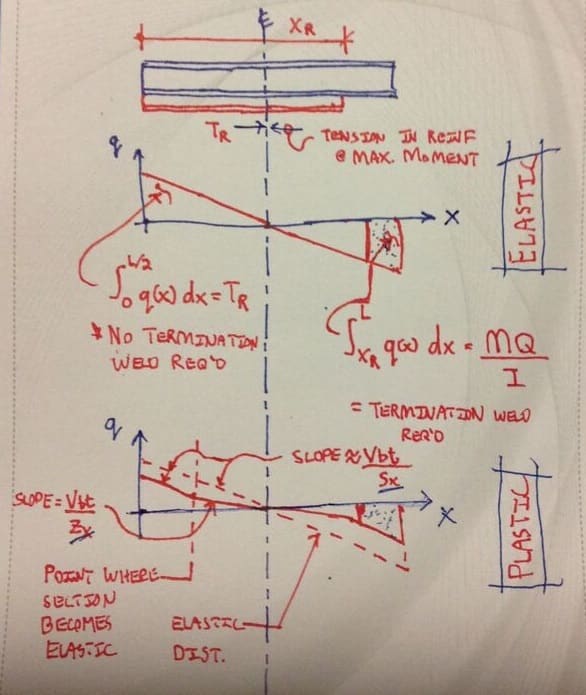
1) For the same set of internal actions (moments and shears), the shear demands on the welds will actually be
less under the plastic model than they would be under an elastic, VQ/It. That's right,
less and not more. I know, it's counteractive for most folks and certainly was for me when I started out. This is physically reasonable because, for the same moment, a plastic distribution will shift some of the axial stress out of the flange into the web such that it never sees the flange to web welds. For folks in the know, this is why you commonly see VQ/It use for plastic moment situations. It's expedient, conservative and, like Celt83 said, much of the beam remains elastic anyhow.
2) In a strict sense, both your intermittent welds and your end welds are doing the same thing: ensuring local horizontal shear demands are met close to where they naturally arise. That, so that composite action can be developed and the assumed, reinforced moment capacity can be reached. There's no "belt and suspenders" stuff going on unless designers deliberately add that which I'll tough on below.
3) In a strict sense, the end welds are not required if the reinforcing makes it all of the way out to the ends of the beam. It is only required if the reinforcement stops short of the ends of the beam which is often the case for practical reasons. That said, most everybody includes some form of end welding just to feel good about how things "get started" from a stress flow perspective.
4) In a strict sense, the purpose of the end welds is to rapidly introduce axial stress into the reinforcing so that, as quickly as possible, the reinforcing can be assumed to be sharing demand in an MQ/I manner similar to what you described in your last post. Quantified, that value is MQ/I and represents the intermittent, VQ/It welding that would have been present over the portion of the reinforcing not extended to the end of the beam if, in fact, that reinforcement
had been extended to the end of the beam. See the sketch below.
5)#4 excepted, it is common for designers to fully develop the axial capacity of the reinforcement with the end welds. This
does seem to be a conservative, belt and suspenders thing. The usual business about small $$$ begetting improved sleep. I don't ascribe to this myself and sometimes feel that it might be a vestigial hangover from the case of bar joist reinforcement where the practice is more applicable. I'll default to 6" end welds of the same size as the intermittent welds and only increase that if required by calculation. For a lot of reinforcement sections it doesn't make much difference but, as you pointed out with the WT situation, sometime it does.
Consider playing chess with me on the Social Chess app at iTunes. Same handle. Fear not, I suck.