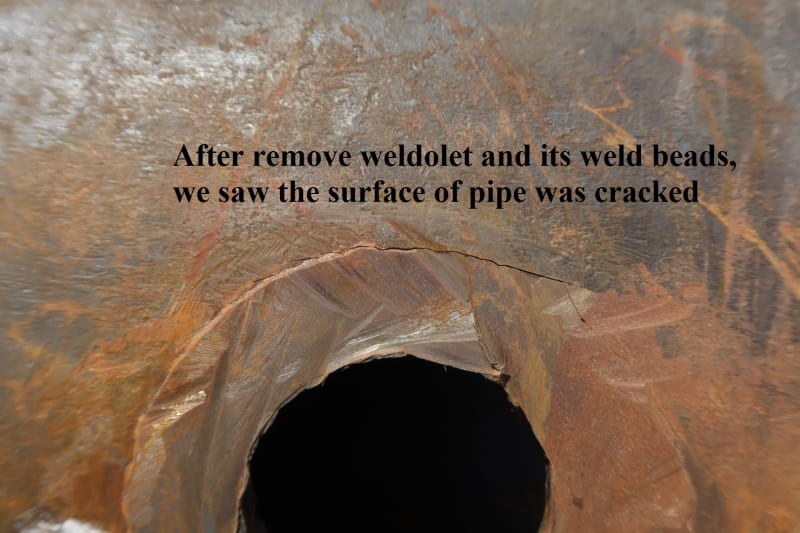
We have a problem on WELDOLET connection area on the header pipe. After 5 years later, here is a leakage and when we investigated it, we saw the surface of header pipe was cracked. The cracking location is just the end on weldolet "weld bead reinforcement area".
While I searching the reason, I saw the same problem on KevinNZ 's photo.
What is your opinion, why here is a crack ?
*INFORMATION OF PIPE & FITTINGS LINE*
Header Pipe Size: 20" SchXS
Weldolet Size: 3" 3000 LBS
Material: Carbon Steel
Fluid: BUTANE , 135°C @ 24bar


thread378-446206
While I searching the reason, I saw the same problem on KevinNZ 's photo.
What is your opinion, why here is a crack ?
*INFORMATION OF PIPE & FITTINGS LINE*
Header Pipe Size: 20" SchXS
Weldolet Size: 3" 3000 LBS
Material: Carbon Steel
Fluid: BUTANE , 135°C @ 24bar
thread378-446206