A few things I would check out
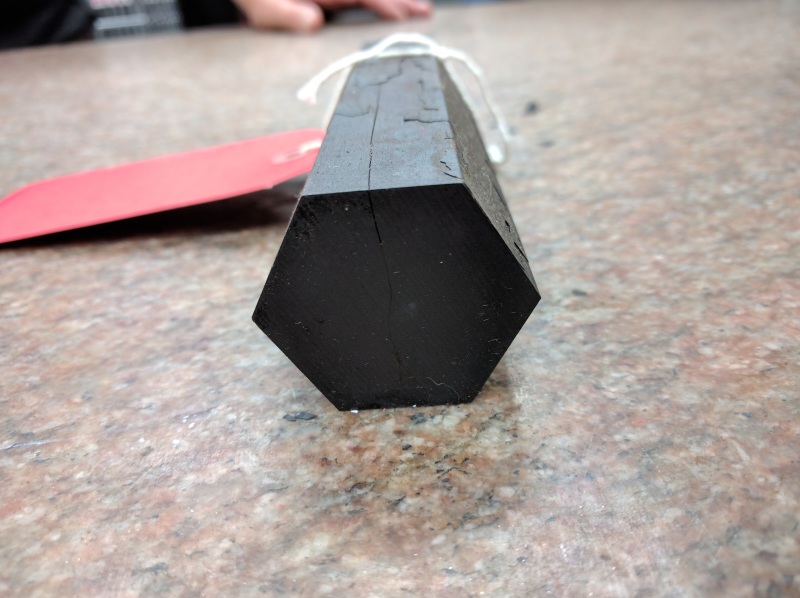
First, how is the stock is cut into lengths. From the photo, it appears to be cut by a band saw. How are the lengths cut by the mill? If they are cold sheared, it is possible that the ones that are cracking are the ones from the end of the cold sheared bars and cracks from the shearing operation are opening up during the quench. This could explain why you are getting one out of 12. How many lengths do you get from a bar, 24 or so?
Second, whenever I see a quench crack, I wonder how cold the part was quenched. That is, what is the temperature of the material before it goes into the temper? I wonder if you are letting the material get too cool after quench and before temper.
If you can observe the operation, check out what the quench time is (how long the load is in the quench) and the amount of time that is spent before quench and temper. If you can get a non-contact temperature probe, check the temperature of the work pieces immediately prior to temper. With 4140, you really don't need to cool below 300F (and cooling below 400F can be done slowly, that is, in air). If the parts are cooling to room temperature (below 100F), that could be your problem right there.
Finally, from the photo it would not seem that sharp corners are your problem, which would also make me want to rule out degradation of the quench oil (the cracks are not initiating at the corners). The fact that these are splitting down the center suggests there may be a center condition with the starting material. If this was the case, however, I would expect the cracking would occur in bunches, not randomly 1 out of 12, as all the pieces in an affected bar would have an increased tendency to crack.