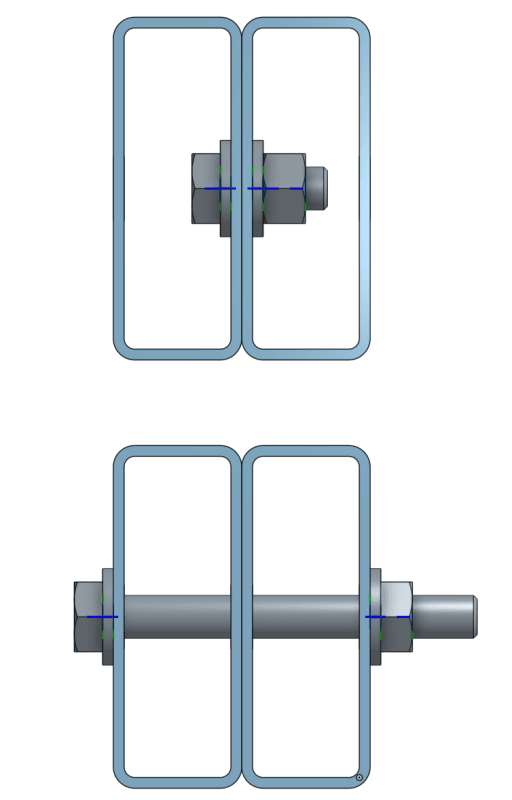
No welds with my detail. No machining other than use of a bandsaw to cut the spacers to length and a couple of drills to drill the proper sized hols.
I tried to stay away from the welding. The spacers (heavy wall tubing) could be off center when they are tack welded, the wall of the tube would have to be increased to provide sufficient bearing on the HSS and permit tack welding. Will the welds act in unison with the tube wall? If the bearing against the wall of the HSS is insufficient, could it could crush the corner of the hole?
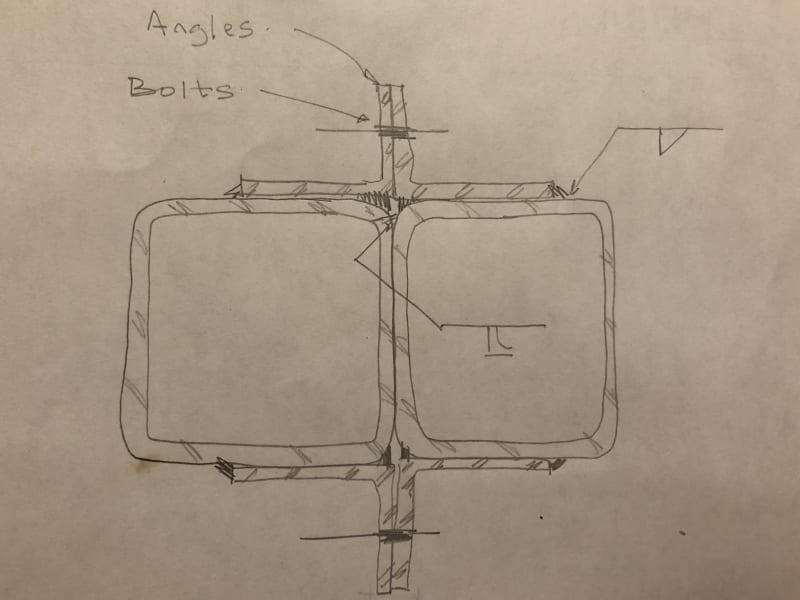
The advantage of robyeng's detail is the heavy wall tubing would be placed and tack welded or welded completely before erection. The question is: do you assume at least a portion of the load path goes through the weld? Do you want to make a full circumfential weld between the HSS and heavy wall tube? What portion of the load goes through the weld, all of the load, half the load, none of the load? Are you going to grind the excess weld if it projects into the area of the faying surface?
I tried to simplify the connection and eliminate any steps that would increase fabrication time and cost. So, yes, to a large extent it is similar to robyeng's approach, but simplified to eliminate a machining operation, a welding operation, and possibly a grinding operation. Isn't that what "Barnstorming" is all about? We had several ideas thrown out to the group and we each looked at the proposals and tried to improve what was offered.
I would like to think that robyeng and I were thinking along the same lines of thought.
There are a few unknowns in this problem. 1) Is this a "slip critical" connection? 2)Where is the connection located? Near an end, toward the middle of the length of the tube? 3) Is the connection a single bolt connection? That's not good if this is fitted and bolted in the field. 4) Do the tubes rotate relative to each other. Before settling on a plan of attack, I would want to know more about the application.
Best regards - Al