gusmurr, I do far more PT concrete bridges than steel bridges but I will offer my two cents from my experience with steel bridges, anyway. 43m (140ft) is getting into that realm where shipping of a single piece box will probably not be feasible and I would anticipate having to field splice the tubs together onsite. This is the pain that us bridge engineers face (as compared to our vertical construction counterparts) as having a grasp on shipping, crane access, and lifting all play into the initial design from the beginning. The firm I work for has value engineered many many designs done by other firms that focus on buildings but tried to dabble in bridge design and ended up getting burned. It goes both ways, however, which is why I stay in my lane.
You, as the EOR, do not need to concern yourself with the issues related to shop splicing the plates together. Every shop is set up differently. Some can handle full length plates from the mill and others can't. Depending on their capacity, the shop will propose a CJP weld for any splices they need to fabricate your full length tub section when they submit the shop drawings.
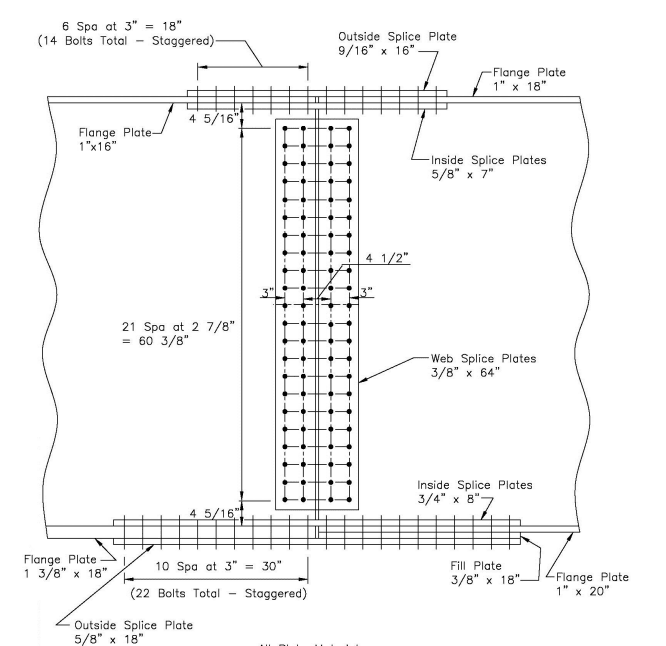
As for your full length tub section, again, I would anticipate providing an "optional" bolted field splice detail (perhaps ~10m in from each abutment). You don't have the luxury of locating this at your inflection point so make sure that your design is robust enough to resist the anticipated demands. If, for some reason, the Contractor feels confident that they can ship the thing as one piece, then great... but the last thing you want is to find yourself in a position where your plans show it as a single box and the Contractor is telling you that they physically cannot construct it as such. The only places this "optional splice" detail will show up is on your elevation view and the splice detail sheet. Everything else should be the same. Just make sure to coordinate your bracing locations with the field splice. Because of this, you should not have to concern yourself with any butt welds of any sort (as your OP discussed).
Another note: Flange transitions in positive moment sections are typically uneconomical except for very long spans (which I would not consider yours to be). Therefore, I would plan on using one single flange thickness.
I highly recommend that you read the following published documents by FHWA (I know that you are from AU but there is still a lot of good information in there that answers a lot of your questions. I have found them tremendously helpful for the few steel bridges that I have designed.
Link
Link