Thank you all
I enjoy the idea offered by many here of calculating multiple simple bending stresses. That's probably what I'll do. My only fear is that the overall shape, which is full of curves, might interfere on each individual calculations. After all, if I don't neglect the radius of the wheel itself, the bending is 3D
I also enjoyed the books, authors and researches recommended. Some do cover deformations that resemble mine's. Yet, I'm still open to more specific material, if they exist.
BTW, a book in italian serves well, yes.
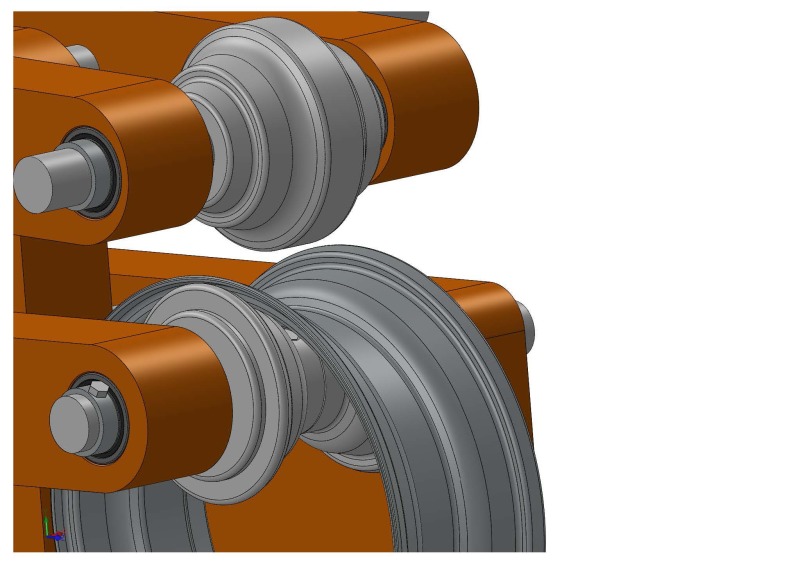
Here's an image to clarify my intent:
- The lower rolls are fixed, the upper one moves and rotates
- There are no guiding rolls yet.
Yet.
- These rolls are a sketch. I am yet to define their actual diameter, once I find a material that teaches that
- The steel is some AISI 1045
Documents I have so far:
Marciniak - Mechanics Of Sheet Metal Forming
Halmos - Roll Forming Handbook
Cadell - Metal Forming Mechanics And Metallurgy
ArcelorMittal - Guidelines For Plate Steel
Groover - Fundamentals Of Modern Manufacturing
Naturally, they don't cover 100% what I need
Again, Thank you all
![[tongue]](/data/assets/smilies/tongue.gif "[tongue] [tongue]") . For that reason, the machine must be economical (a single pass, low production)
. For that reason, the machine must be economical (a single pass, low production)