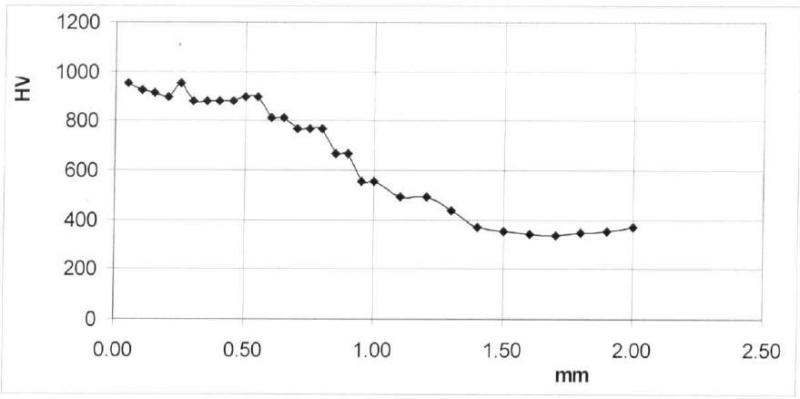
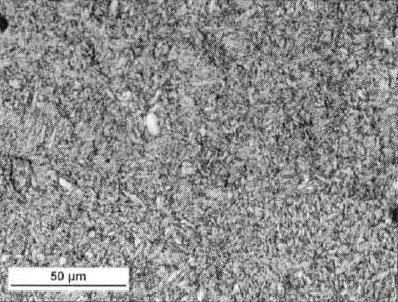
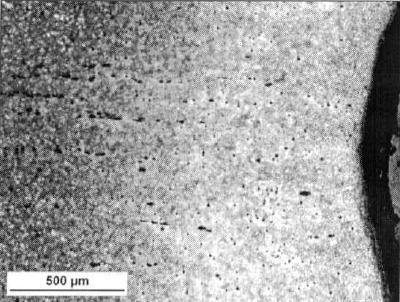
I have come accross a spiral bevel gear set, 5DP, used in a milling head drive. The gears run with very little backlash. The material analysis showed that those gears were made of 17CrNiMo6, a 1 mm thick carbourized layer has been also found. The surface hardness of the teeth was measured 68 HRc, while a typical would be around 60 HRc. The measurement has been confirmed by checking in different places. Does anybody know how did they achieve 68 HRc on 17CrNiMo6?
Tek-Tips is the largest IT community on the Internet today!
Members share and learn making Tek-Tips Forums the best source of peer-reviewed technical information on the Internet!
-
Congratulations MintJulep on being selected by the Eng-Tips community for having the most helpful posts in the forums last week. Way to Go!
Hard spiral bevel gear set 1
- Thread starter spigor
- Start date

Similar threads
- Locked
- Question