Thanks for the comments. Just to be clear, this is fully bonded prestressed double tee. For some real numbers, the design reaction on this stem is 29.5k. The unreinforced capacity of the stem assuming 3¾" wide by 4" bearing pad contact comes out to 29.7k so nominally "OK". This is in a parking garage so nothing is level and if this was the high side bearing, I would not be concerned with those numbers because the slope of the stem relative to the flat bearing would make the stress distribution such that the min stress would be at the end of the stem and the max 4" inboard. In this case, this is the low side stem, so the stresses hit max right at the very end of the stem. The reinforced bearing seat is there to anchor the corner of the stem to prevent it from spawling off.
Please to no consider my comments below to be argumentative. I am just trying to get a clear picture of the pros and cons of this concept. I had already been debating many of these points with myself prior to my initial post. When I received the photo, my first though was "Wouldn't it be great if I could just weld a plate to that bottom bar and be done with it but that is simply a stupid ideal". The problem with simply stupid ideas is that sometimes I can't come up with concrete reasons why it should necessarily be bad.
@Tomfh The strand is developed by bond over a length of approximately 24" from the end of the member for cut strand. This is bonded prestressed double tee not unbonded mechanically anchored post tension.
@SwinnyGG This is fully bonded prestress. As such, by default the strand is annealed at the ends with 0 tension because the strands are always burned back flush to the end of concrete so the annealing due to the welding does not change anything. The annealing will most likely not be anywhere near 12" because it is fully encased in the concrete which makes a great heat sink. It should not really matter how much of it is annealed because that will not affect the E of the strand which stays at 2.9E6 psi. Annealing will reduce the Fy below the 270ksi but not below the 60ksi of rebar The bearing seat angle that should have been cast into the stem was designed with (2) #4 but a single #4 will provide the required As for the reinforced bearing.
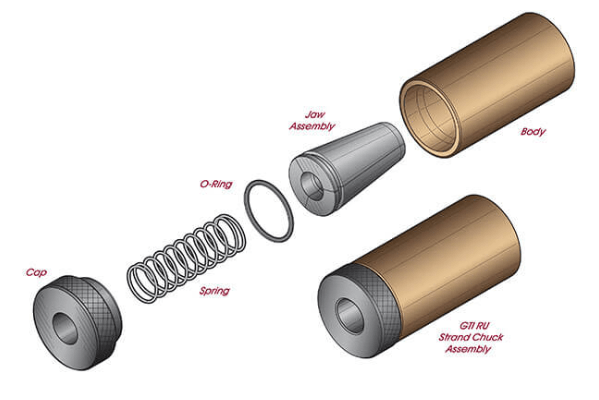
@Ingenuity A chuck could not be applied to the projecting strand for two reasons.
1. there is only approximately 1" of space between the end of the stem and the bearing wall which does not provide enough room to install a chuck.
2. There needs to be a minimum of 1/4" of elongation in the strand for chuck take-up. Without that take-up distance of elongation, the chuck jaw assembly would just be loose and do nothing.
@KootK The bearing reinforcement is a shear friction-based design but my proposed design is no different than any shear friction design for steel cast against concrete. I would mechanically roughen the mating concrete and bed the steel into a mortar bed. The predicted cracking plane is assumed to be somewhere in the range of mid-bearing and beyond so at that point, the reinf. would be fully developed on the steel end by direct bearing of the plate anchored to the strand which is fully developed by the full length of the stem. In this design, there is no intention to retention. The weld is to the untensioned end of the strand to anchor the plate against the end of the stem.
1. It is true that strand is slow to develop relative to rebar but the end I need to develop is fully anchored by the 59' long stem. The other end would be anchored by the weld to the plate.
2. relax and creep - This strand is not tensioned at the end of stem, but the tension increases to 31k about 24" from the end so if there is any relaxing, it would tend to tension the free end if anything.
3. There will be not retensioning of the strand end so it will not affect the Hoyer effect and if anything will provide a better end region development because the strand will be mechanically anchored rather than bond anchored.
This will only affect the bottom strand and only in the few feet from the end which is no way is a critical section for strand
Again, the intent is not to have a prestressed end anchor, just to use the prestressing strand as a replacement for a fully developed #4 gr-60 bar. The more conventional design would be to drill two holes a minimum of 18" into the end of the stem on either side of the strand and epoxy a couple of #4 bars into those holes. Because of the fitment challenges of drilling those two holes, I would need to have the plate welded to the rebar after they were bonded in place so that side of the equation would be unchanged.