KubusKubus:
The bending moment and the bending stress issue with single fillet welds primarily has to do with the fact that you do not want a situation which causes a tensile stress field which runs perpendicular to the weld axis and across/around the root of the weld. The member parallelograming in end view would cause a tension stress field at the root of two corners and compression at the other two corners. The root tends to be the weak area in the weld cross section, prone to defects; with some potential for poor fit-up, slag deposits, lack of good fusion and penetration, possible root cracking, etc. And, all of these potential defects tend to run parallel to the root and perpendicular to that tensile stress field, they are stress raisers w.r.t that stress field. Furthermore, when you have that stress field and root condition, you have essentially stress at a point (a line, the root) and this leads to very high local stresses under the best of defect conditions. The single fillet weld is less sensitive to stress fields running parallel to the root, or these types of defects, and torsional shear stresses run primarily in that parallel direction also. The bending normal stresses also run parallel to that weld or at the web to flange radius on all WF beams, etc, and we deal with that on every beam. But now, you will also see that at two corners on the beam the bending normal stress and the torsional shear stress are additive and at the other two they will reduce the stress a little, and this should be looked at for the max. stress level.
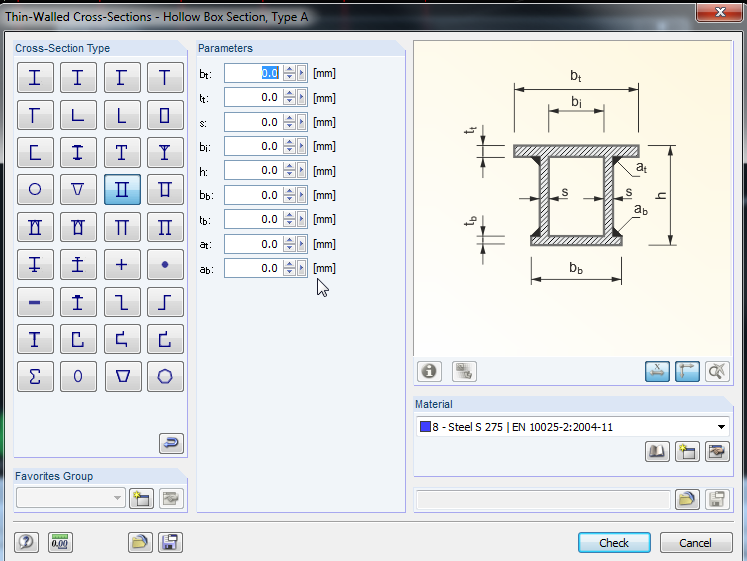
As for your box beam section, by working your way out from the inside of the section, you can get double sided fillet welds on one flg. of the beam. And, there are situations where you want the double sided weld, and the other flg. is less critical in this respect. On the second flg. you are pretty much stuck with welding from the outside only (a single side fillet), unless the box beam is large enough so a welder can get inside it. Some internal diaphragms and the end details will normally limit the most detrimental warping. As long as you control the web/flg. distortion represented by RPMG’s ‘hinge motion’ (@ 12NOV17, 16:22) you shouldn’t have a significant bending tension stress at the root of the single fillet weld