I'm currently using a 250 ton hydraulic press. I've done a forging force calculation and calculated 20,388 kgf needed for a 24.4mm solid bar at 1000 deg C (8kgf/mm^2).
The material being pressed is a pipe end, OD 24.4mm, ID 16mmm. So the force required should be even lower.
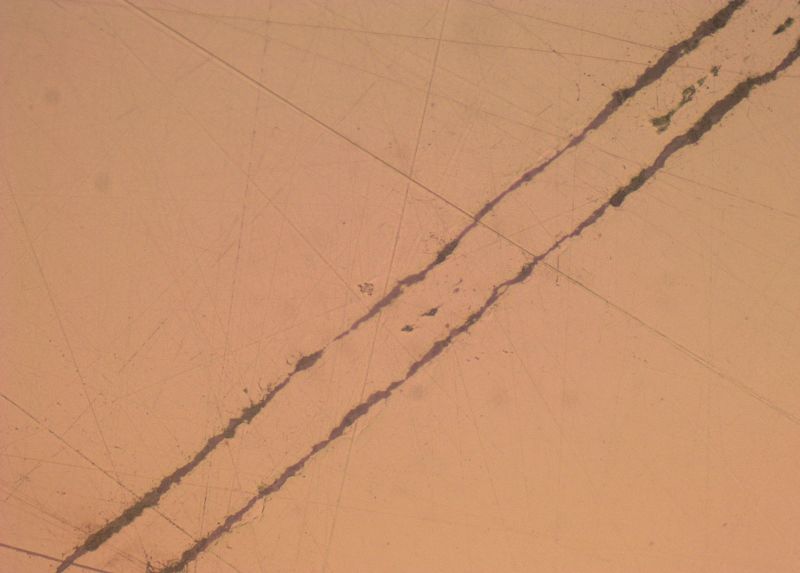
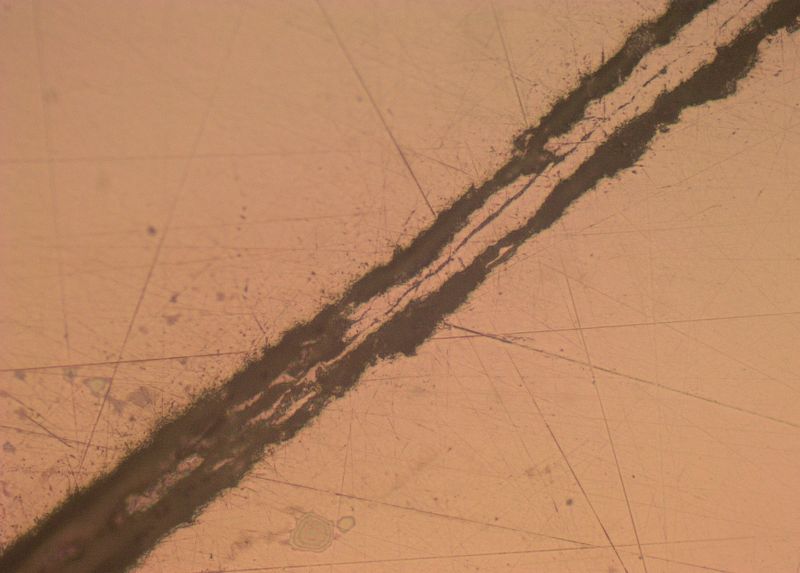
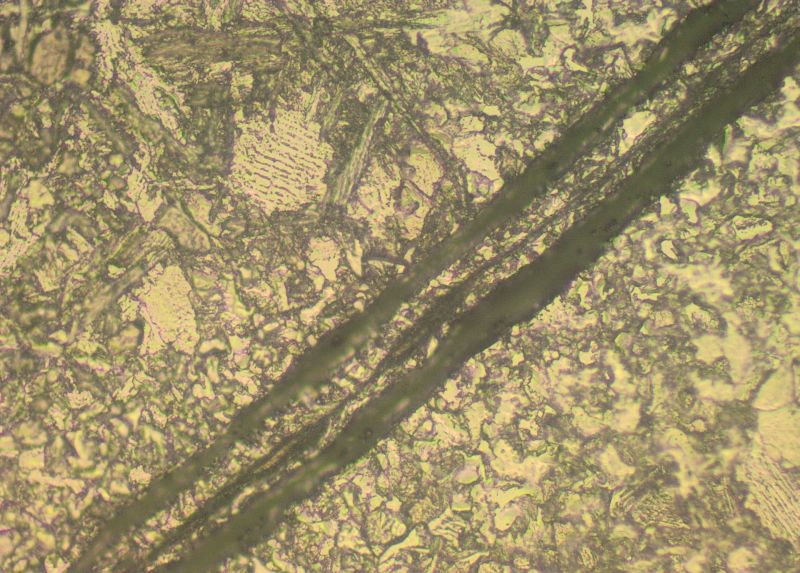
These are samples of previous trials done before w/o any surface prep. I'm pretty sure the lack of surface prep caused the previous failures. I currently am ordering fluxes (anhydrous borax, silica, boric acid) to apply to the interior of the pipe during heating. About the smooth contact surfaces, I don't know how much surface prep I can do to pipe end interior.