namelessudhay
Mechanical
- May 24, 2010
- 20
Hi,
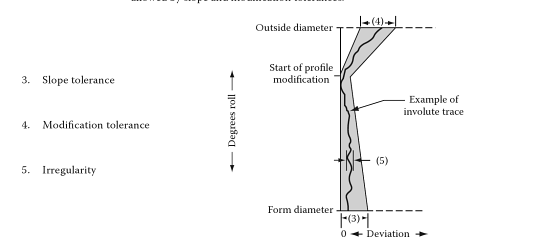
Can we measure the start of tip relief diameter of a gear involute profile? My gear suppliers say the machines can not measure exact tip relief diameter. They have got a Tokyo technical instruments make gear machining machine and a Wenzel gear tester machine. How true it is? What is the alternative? Thanks.
Can we measure the start of tip relief diameter of a gear involute profile? My gear suppliers say the machines can not measure exact tip relief diameter. They have got a Tokyo technical instruments make gear machining machine and a Wenzel gear tester machine. How true it is? What is the alternative? Thanks.