kingnero
Mechanical
- Aug 15, 2009
- 1,780
As some of you know, I'm mostly active in railway welding applications.
I was asked to look at a temporary repair of a broken rail, with a specific methodology.
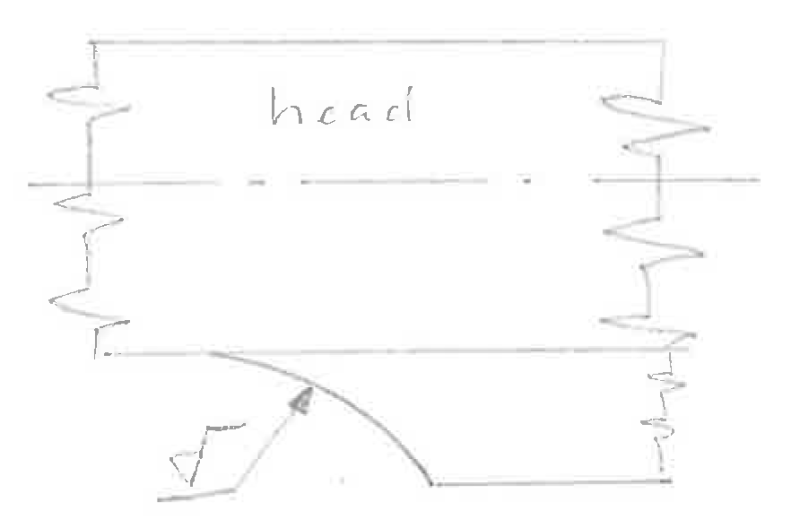
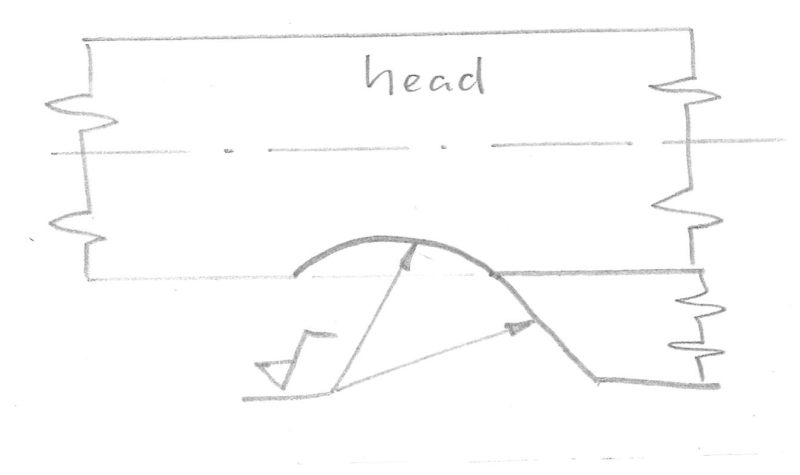
This consists of welding a piece of hi-strength steel to the outside of the head of the rail. (see attachment)
This is chosen because in urgent situations, a complete repair isn't feasable.
This temp solution should only work for a limited period (think hours, maybe days, but certainly not weeks). So fatigue isn't to be considered, as the repair will also be monitored from closeby.
I've got the welding procedure itself quite covered, but I still need to evaluate the strength of the repair.
Note: I've left the weld indication blank on the sketch, as I'm used to ISO designations, and not too sure on AWS specs. It's simply filling a half V groove (between rail head and steel bar) with weld metal.
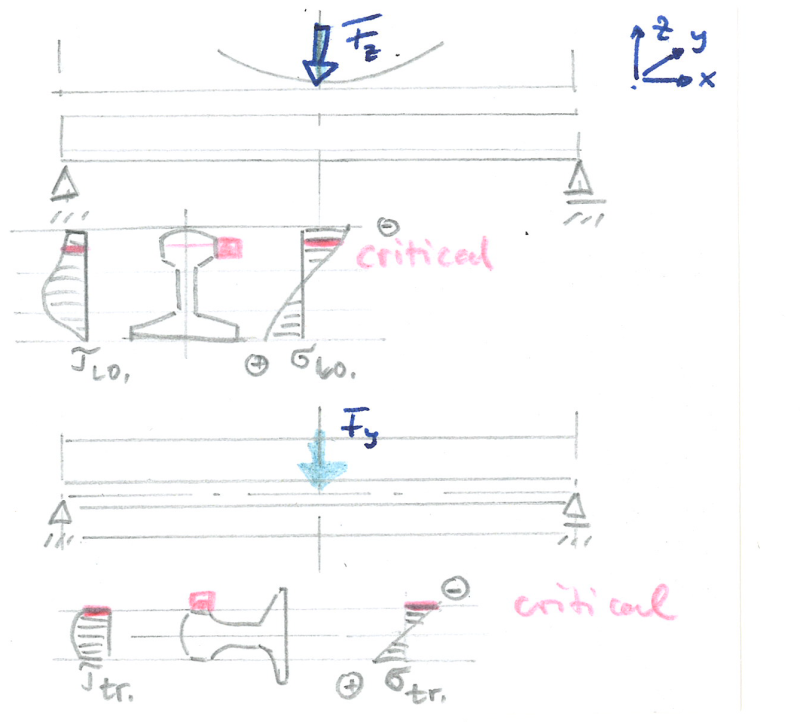
The forces are vertical (gravity load, dynamic) and sideways towards the outside (due to the dynamic movement of the train), with a ratio of 2:1 (vertical to horizontal).
There will be primarily shear on the cross section of the steel attachment (+ weldment).
I believe bending will only be minor factor, but I don't know how to quantify this.
Any suggestions on how to tackle this?
I am a big enthousiast of simplifications and overdimensioning, but here the physical space available doesn't leave much room for overdimensioning. The shear capacity of this attachment is 120% of the necessary, in my simplified "napkin"-calc.
and this didn't take into account the eccentricity and the bending.
So, I'm open to all suggestions...
I was asked to look at a temporary repair of a broken rail, with a specific methodology.
This consists of welding a piece of hi-strength steel to the outside of the head of the rail. (see attachment)
This is chosen because in urgent situations, a complete repair isn't feasable.
This temp solution should only work for a limited period (think hours, maybe days, but certainly not weeks). So fatigue isn't to be considered, as the repair will also be monitored from closeby.
I've got the welding procedure itself quite covered, but I still need to evaluate the strength of the repair.
Note: I've left the weld indication blank on the sketch, as I'm used to ISO designations, and not too sure on AWS specs. It's simply filling a half V groove (between rail head and steel bar) with weld metal.
The forces are vertical (gravity load, dynamic) and sideways towards the outside (due to the dynamic movement of the train), with a ratio of 2:1 (vertical to horizontal).
There will be primarily shear on the cross section of the steel attachment (+ weldment).
I believe bending will only be minor factor, but I don't know how to quantify this.
Any suggestions on how to tackle this?
I am a big enthousiast of simplifications and overdimensioning, but here the physical space available doesn't leave much room for overdimensioning. The shear capacity of this attachment is 120% of the necessary, in my simplified "napkin"-calc.
and this didn't take into account the eccentricity and the bending.
So, I'm open to all suggestions...