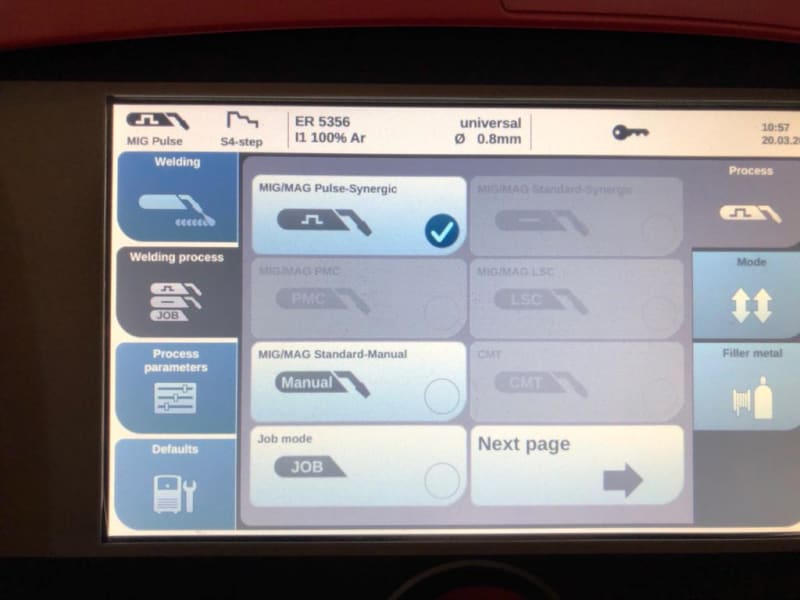
So you are pulse welding (I didn't catch that in your opening post), using a mechanically monitored/driven pulsed wire feed system (that I didn't know about).
Now I have no idea how that would work with a push/pull system or spoolgun, but now I understand (and concur with) IM's remark to stay away from the fronius MIG/MAG welding machines.
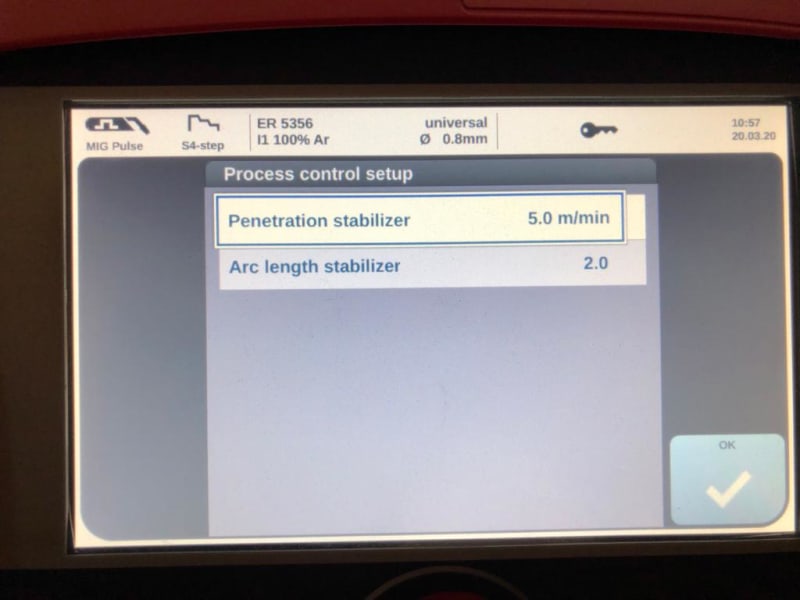
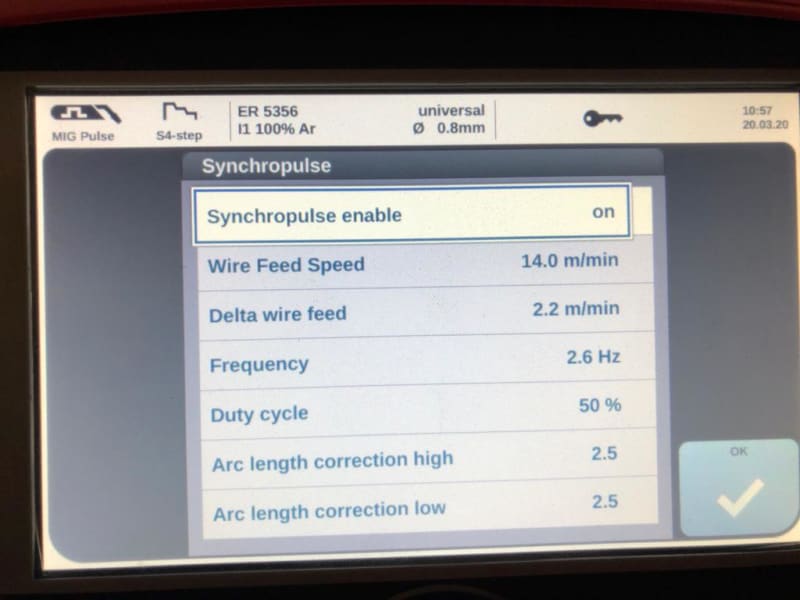
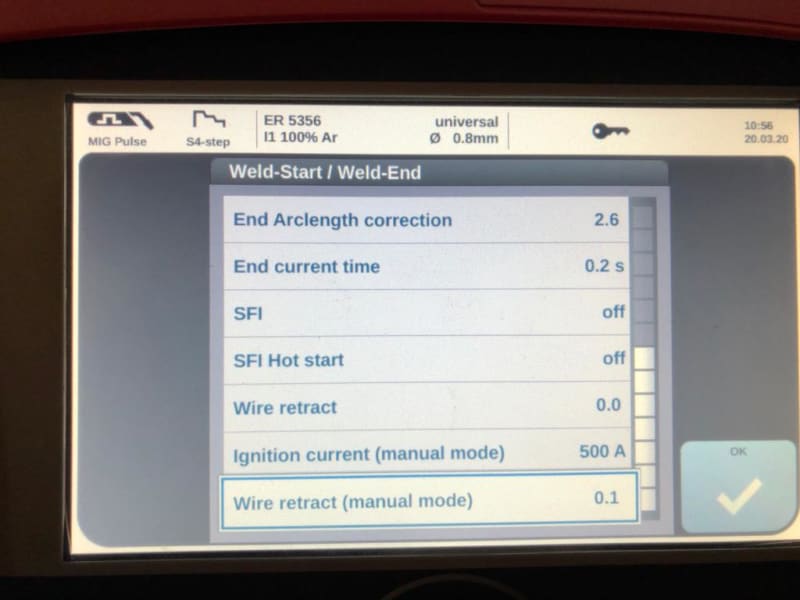
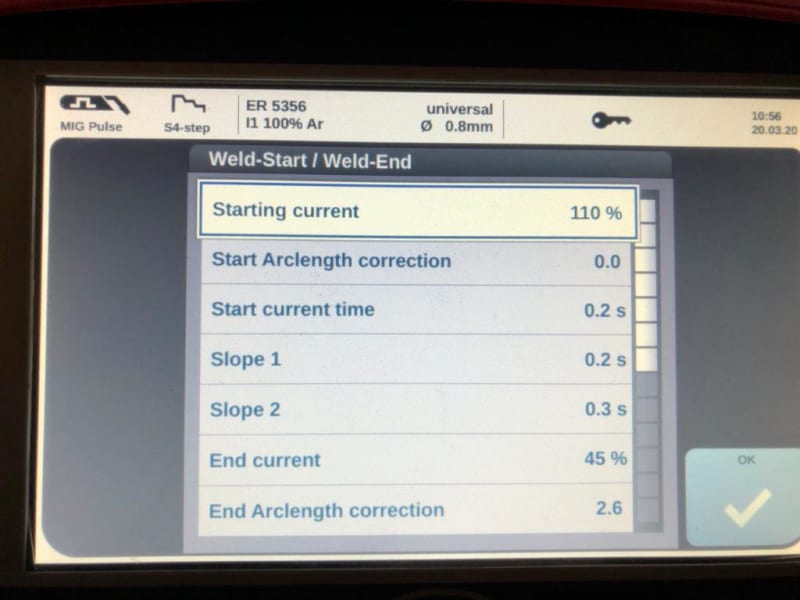
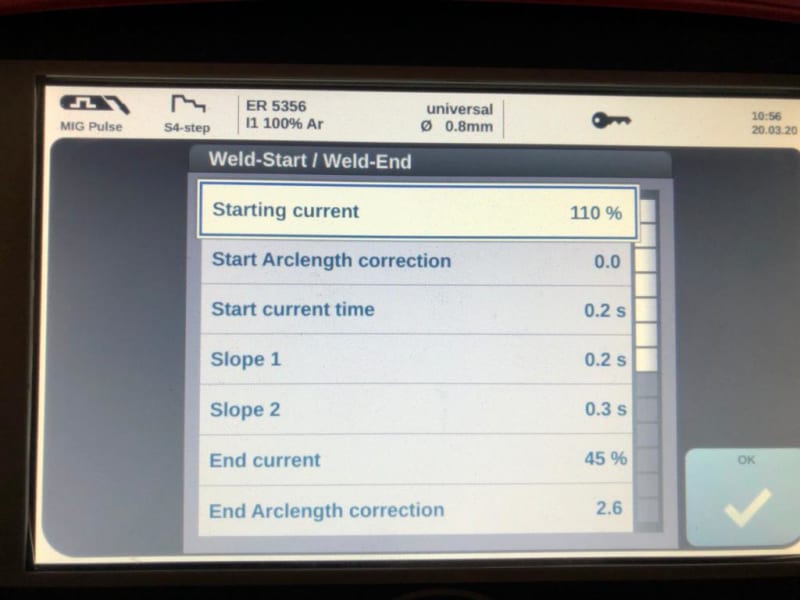
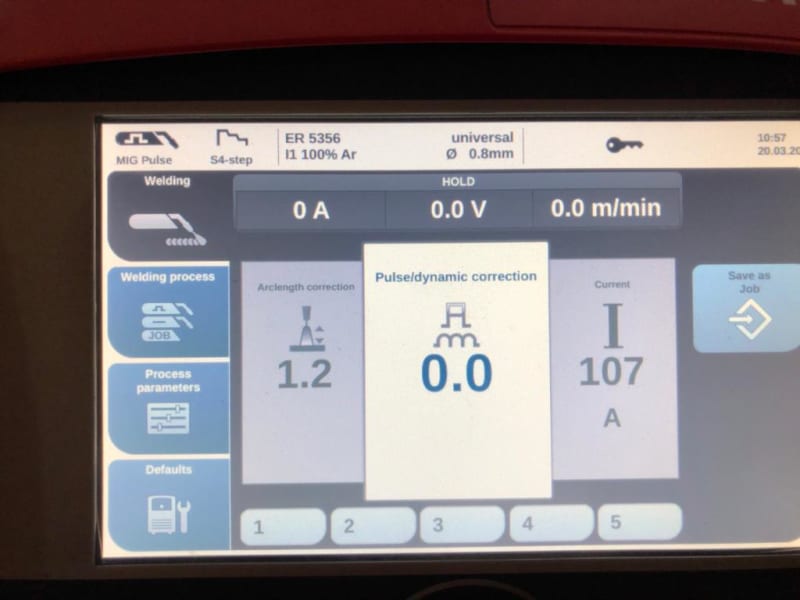
The settings that are on the screen look good, however there's an ignition current of 500 A, that sure looks suspicious, and I'm not too fond of the 2.6 Hz. Incredibly annoying for the welder.
Can you try, in no particular order:
- changing the 500A ignition current, but I'm not too sure what that does in manual mode?
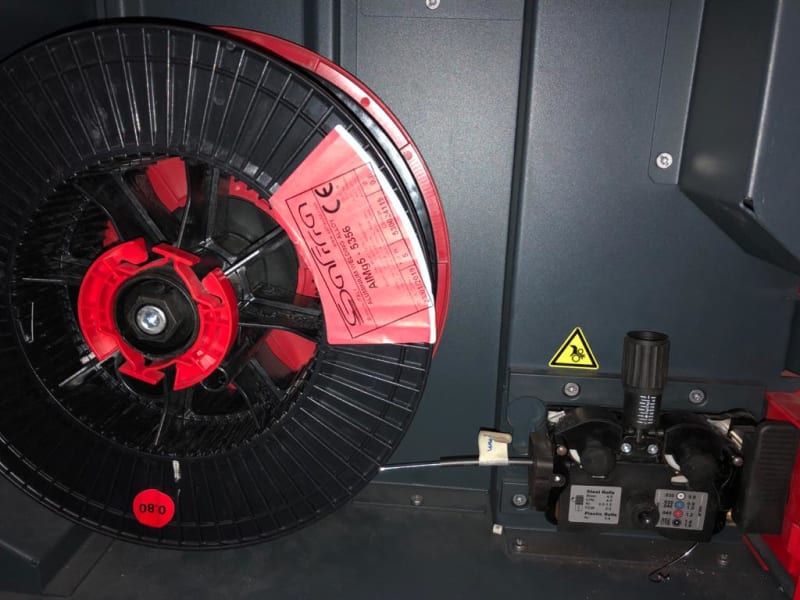
- a bigger wire (together with the correct drive rolls, liner, contact tip (eg. 1.2A for aluminium!),
- not pulsed welding (so a continuous feed of the wire),
- a spool gun (also known as push pull system), as suggested above,
- another welding machine, as suggested above,
- a torch with an as short as possible cable run (max. 10 ft/3m, preferably shorter)
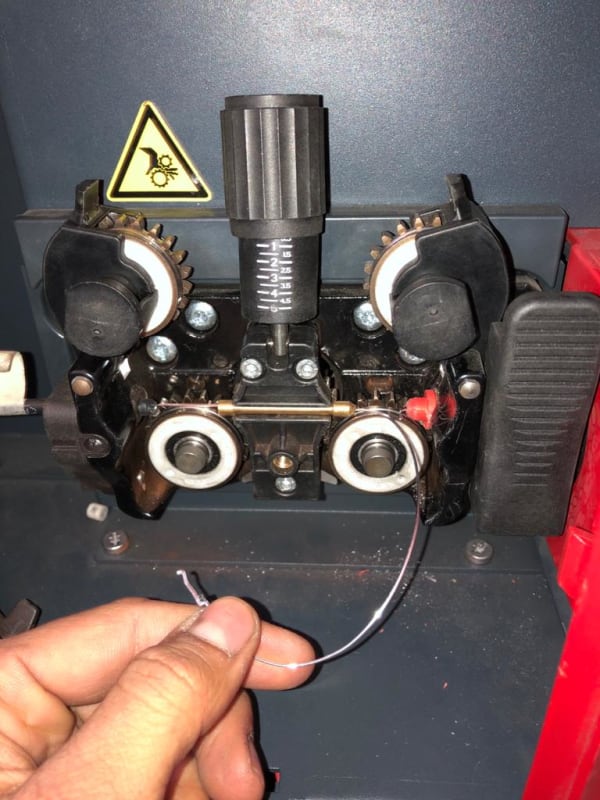
- Showing a picture of the "free" wire run between the drive rolls and the entrance of the liner/torch cables (= the place where the birdnesting happens)