YungPlantEng
Chemical
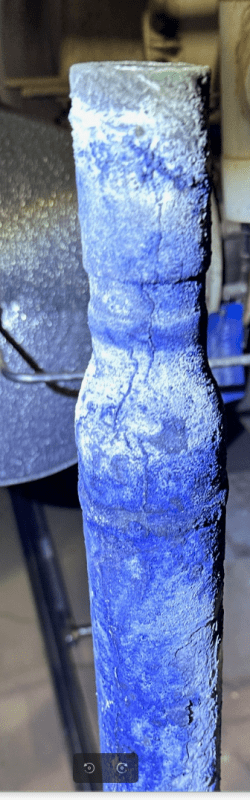
We have a spray nozzle that quenches a hot sulfur dioxide gas stream from 2450 to 180 F. There is significant corrosion at the nozzle tip and fusion zones where the tip is welded to the pipe assembly.
Part of this corrosion is related to molten salt accumulation (na2so4, nacl, etc.) where chlorides and sulfides collect and flux out alloying elements. There is also the (hypothesized) concern of sulfuric dew point corrosion related to startup/shutdown, and thermal cycling.
The existing alloy is c276. We previously tried a thermal spray coating (catastrophic corrosion at the very tip but was protected above 4” from the tip) and an aluminide diffusion coating (reasonable improvement except to tip section where white salt deposits and significant corrosion was apparent).
External refractory is silicon nitride (cracks and replaced yearly) and while we have investigated a ceramic nozzle there are concerns about cracking that don’t present with the original specified c276. Hence why we’re still evaluating coating types.
Looking at trying an AlCr diffusion coating next but just not sure of its capability to resist acid corrosion. Let me know if you guys have any ideas.
Also included a photo showing how the deposits present pre cleaning.
Part of this corrosion is related to molten salt accumulation (na2so4, nacl, etc.) where chlorides and sulfides collect and flux out alloying elements. There is also the (hypothesized) concern of sulfuric dew point corrosion related to startup/shutdown, and thermal cycling.
The existing alloy is c276. We previously tried a thermal spray coating (catastrophic corrosion at the very tip but was protected above 4” from the tip) and an aluminide diffusion coating (reasonable improvement except to tip section where white salt deposits and significant corrosion was apparent).
External refractory is silicon nitride (cracks and replaced yearly) and while we have investigated a ceramic nozzle there are concerns about cracking that don’t present with the original specified c276. Hence why we’re still evaluating coating types.
Looking at trying an AlCr diffusion coating next but just not sure of its capability to resist acid corrosion. Let me know if you guys have any ideas.
Also included a photo showing how the deposits present pre cleaning.