hakkik
Mechanical
- May 8, 2008
- 42
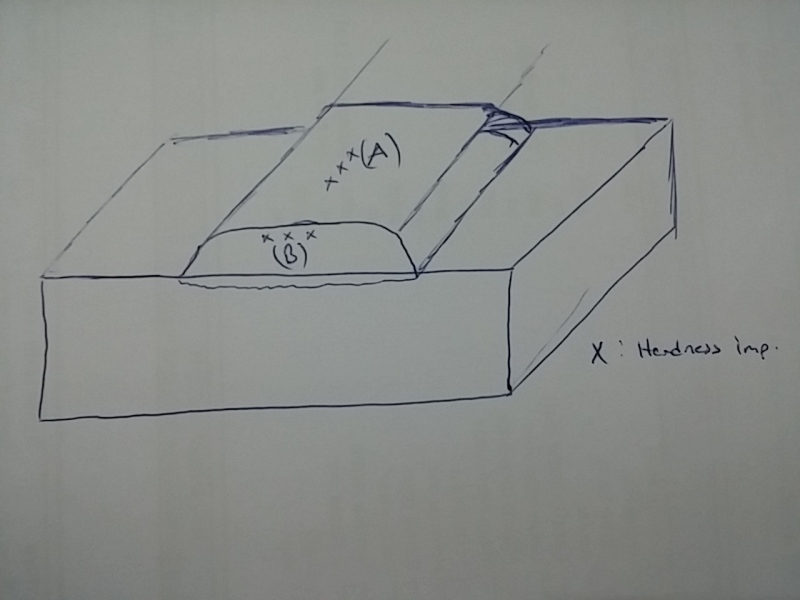
I am about to try to qualify a weld overlay procedure to ASME section 9.
Question is, base material has elongation over %20(~25) and the overlay weld metal has below %20 (~15). In this case what will be the bending jig dimensions according to QW-466? Which elongation have to be used to determine test jig dimensions?
Thanks in advance,
Question is, base material has elongation over %20(~25) and the overlay weld metal has below %20 (~15). In this case what will be the bending jig dimensions according to QW-466? Which elongation have to be used to determine test jig dimensions?
Thanks in advance,