Hi everyone,
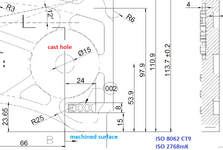
I have a drawing of a cast plate, and on this drawings there is a dimension for both cast and machined features. I want measure this 53,9 distance from a cast hole to a machined face. Should I add tolerances CT9 (±1) from ISO 8062 and from ISO 2768mK (±0,3), or just stick to CT9?
I have a drawing of a cast plate, and on this drawings there is a dimension for both cast and machined features. I want measure this 53,9 distance from a cast hole to a machined face. Should I add tolerances CT9 (±1) from ISO 8062 and from ISO 2768mK (±0,3), or just stick to CT9?