Hello All,
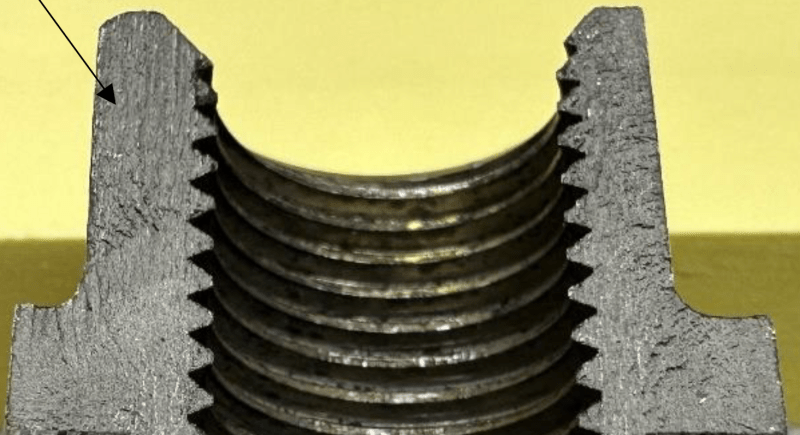
I have a situation where a batch of parts (highly re-used specialized M12 to M14 sized hex nuts) are undergoing brittle failure in initial tightening cycles (fail in the 2nd to 5th tightening cycles).
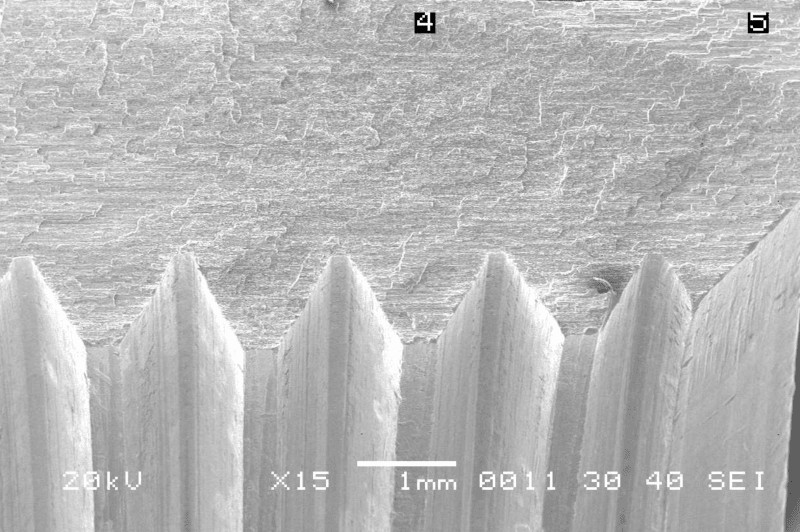
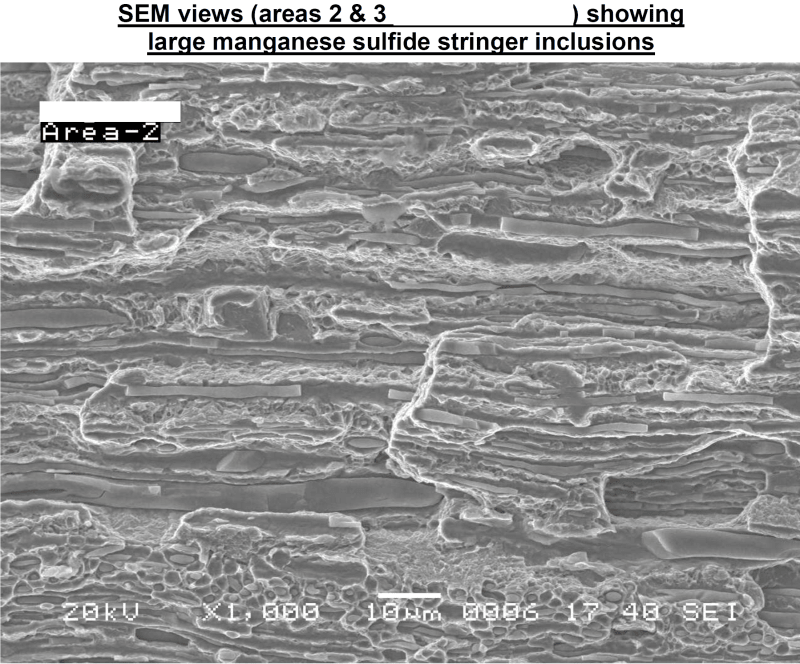
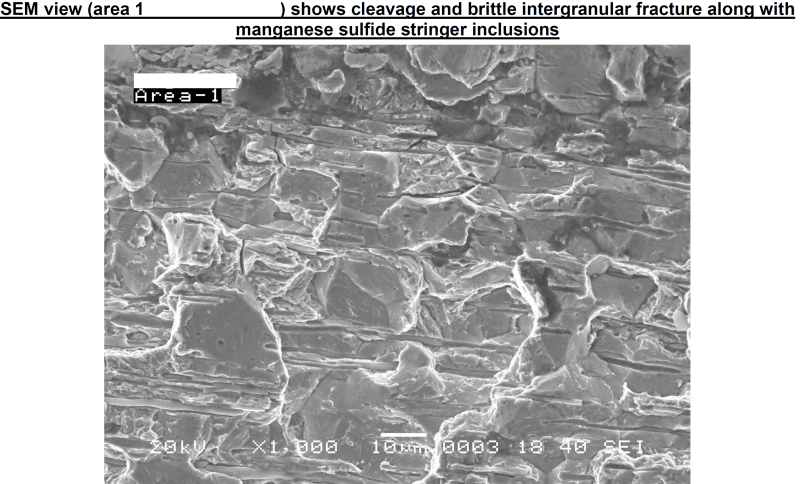
My spec calls for 34-37 HRC and the parts came in at 41-42 HRC, although the heat treatment certification claims 37 HRC for the batch. In addition to my own hardness tests which have confirmed the high hardness, I've also sent failed samples and known good (used) samples to an accredited Metallurgical/Materials testing facility for complete analysis. Their conclusion was the failures are due to excessive brittleness from higher than recommended hardness for 1144.
My question is, is it possible to safely conduct a "partial annealing" at X temperature for Y time in a tempering furnace to bring the parts back into my spec range of 34-37 HRC, or do they need to be fully annealed and re-treated?
The caveat here is that the parts are already plated (some yellow cadmium, some black zinc) so I'm not sure how those plating chemistries will behave during a partial annealing/softening process, or even a full "re-do" cycle. In the case of the latter, I suppose they'll need to be stripped first.
Thank you in advance for your responses.
I have a situation where a batch of parts (highly re-used specialized M12 to M14 sized hex nuts) are undergoing brittle failure in initial tightening cycles (fail in the 2nd to 5th tightening cycles).
My spec calls for 34-37 HRC and the parts came in at 41-42 HRC, although the heat treatment certification claims 37 HRC for the batch. In addition to my own hardness tests which have confirmed the high hardness, I've also sent failed samples and known good (used) samples to an accredited Metallurgical/Materials testing facility for complete analysis. Their conclusion was the failures are due to excessive brittleness from higher than recommended hardness for 1144.
My question is, is it possible to safely conduct a "partial annealing" at X temperature for Y time in a tempering furnace to bring the parts back into my spec range of 34-37 HRC, or do they need to be fully annealed and re-treated?
The caveat here is that the parts are already plated (some yellow cadmium, some black zinc) so I'm not sure how those plating chemistries will behave during a partial annealing/softening process, or even a full "re-do" cycle. In the case of the latter, I suppose they'll need to be stripped first.
Thank you in advance for your responses.