SwampBronco
Mechanical
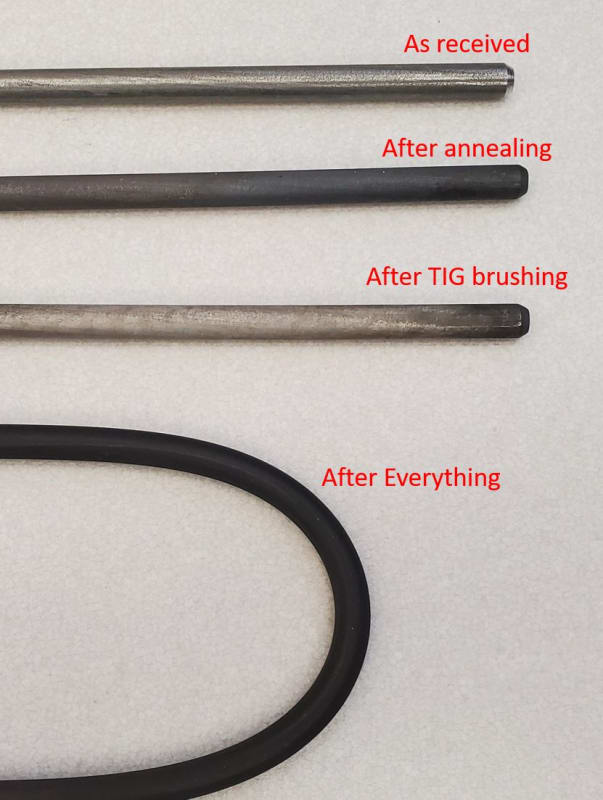
I have inventory of 17-7PH rods, 6mm diameter, in Condition C. I need to perform a forming operation to the rod that is not possible in condition C. Due to supply issues, I was not able to purchase the material annealed, so we used the following recipe to attempt to anneal it, form it, then heat-treat to TH 1050 . . . except it didn't work. We were able to anneal the rods and perform the forming operation, but after the subsequent heat treat the rods are as soft as when they were annealed. Is it not possible to anneal condition C to reprogram it? Would starting with annealed have worked?
[ol 1]
[li]Rods received in Condition C[/li]
[li]Solution heat treat existing rods at 1950±25°F for 30 minutes[/li]
[li]Form rods[/li]
[li]Austenite conditioning: 1400±25°F for 90 minutes minimum[/li]
[li]Transformation: Cool to 60-70°F for 30 minutes minimum within 1 hour of austenite conditioning[/li]
[li]Precipitation Harden: 1050±10°F for 90 minutes minimum[/li]
[li]Air cool to room temperature[/li]
[/ol]
[ol 1]
[li]Rods received in Condition C[/li]
[li]Solution heat treat existing rods at 1950±25°F for 30 minutes[/li]
[li]Form rods[/li]
[li]Austenite conditioning: 1400±25°F for 90 minutes minimum[/li]
[li]Transformation: Cool to 60-70°F for 30 minutes minimum within 1 hour of austenite conditioning[/li]
[li]Precipitation Harden: 1050±10°F for 90 minutes minimum[/li]
[li]Air cool to room temperature[/li]
[/ol]