There are CRES blind rivets intended for nutplate installs, as previously described.
Reverse install is done sometimes due to limited accessibility [head or tail]?
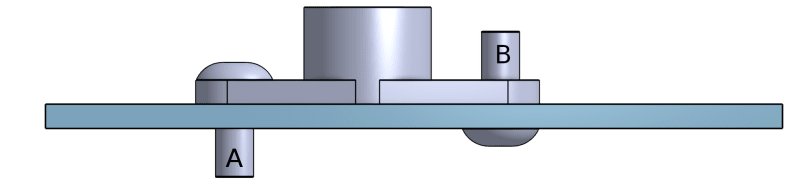
Bucking on a protruding head on side A... and setting the bucked-tail into a countersink on side B is 'the NACA method'. Doing the opposite install, IE: bucking on the tail and using a bucking-bar on the head... is trickier... requires a bar with a protruding head 'set' [to match the rivet head] hard-mounted on the edge of the bar. These odd methods require practice and skill.
Bucking solid SStl [annealed?] rivets into SStl is not easy... especially as You are describing. Requires lots of force, vibration, etc. IF ABLE suggest set rivets by 'squeezing'.
You have not mentioned...
What NP part number. Normal rivet spacing or reduced rivet spacing?
Is the NP install 'wet' with primer or sealant?
What is the environment that the NP install is intended for: high heat or fire? sonic? exposed to external environment, IE: water, salts, oils, fuel, abrasion, etc.
What is the mating fastener and torque... type/alloy/etc?
What is the NP holding together and what is the 'stack-up depth' [=fastener length?]?
There are NPs that are adhesively bonded in-place... primarily for aluminum or composite structure ['Click-Bond' comes to mind]... but the NP, adhesives, etc have to be matched to structures, environment and applications.
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
While walking the dog tonight... Duhhh...
Solid Monel [CuNi, MS20615M(MP)] rivets are somewhat easier to drive or squeeze than SStl [3xx A, MS20613*C*]. Likewise Monel blind Rivets for NPs [many PNs]
Solid A286 [NAS1198M] are difficult [squeeze]... but have high strength and high-temp properties.
Also solid Titanium Columbium [TiCb, MS20470T] rivets are also somewhat easier to drive or squeeze than SStl.
Regards, Wil Taylor
o Trust - But Verify!
o For those who believe, no proof is required; for those who cannot believe, no proof is possible. [variation, Stuart Chase]
o Unfortunately, in science what You 'believe' is irrelevant. ["Orion", HBA forum]
o Only fools and charlatans know everything and understand everything." -Anton Chekhov