Hi all,
Little bit of confusion from Figure 5.12 about what is allowed in regards to welding reinforcing bottom plate and the other bottom plates. Section D shows a bevelled Reinforcing bottom plate with full pen butt weld with 32mm overlap (which appears to be around the shell interface, but shows a fillet weld in section A. Do I need to provide a bevelled full penetration weld around the whole reinforcing plate/bottom plate connection? Is it acceptable to just do a regular full penetration weld between the two (see proposed detail which is taken from the flush nozzle connection)? Seems a bit ambiguous to me. See attached for images
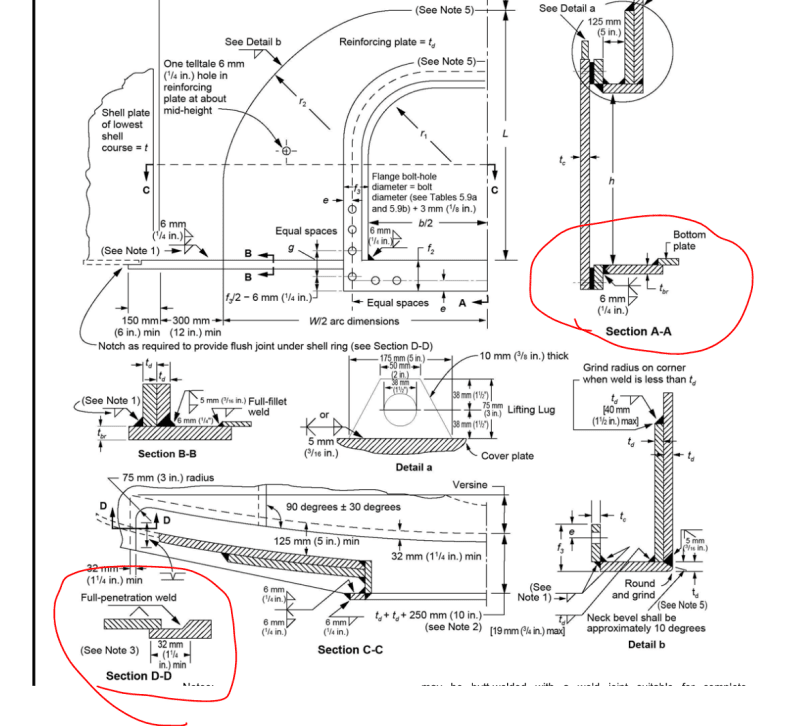
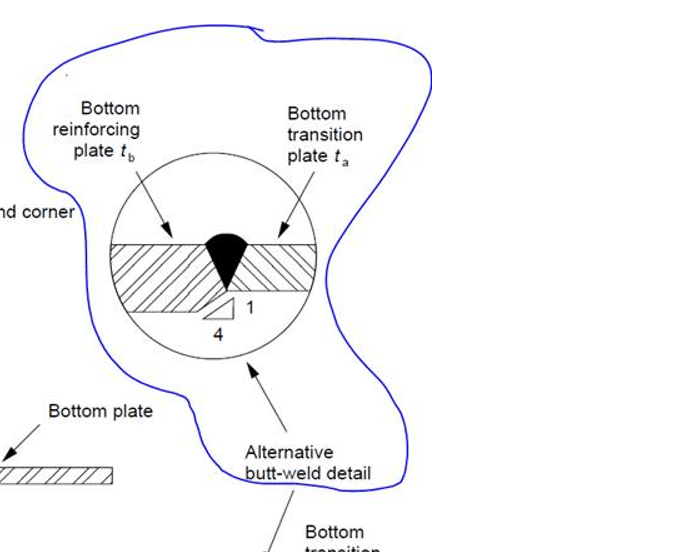
Little bit of confusion from Figure 5.12 about what is allowed in regards to welding reinforcing bottom plate and the other bottom plates. Section D shows a bevelled Reinforcing bottom plate with full pen butt weld with 32mm overlap (which appears to be around the shell interface, but shows a fillet weld in section A. Do I need to provide a bevelled full penetration weld around the whole reinforcing plate/bottom plate connection? Is it acceptable to just do a regular full penetration weld between the two (see proposed detail which is taken from the flush nozzle connection)? Seems a bit ambiguous to me. See attached for images