Hi all,
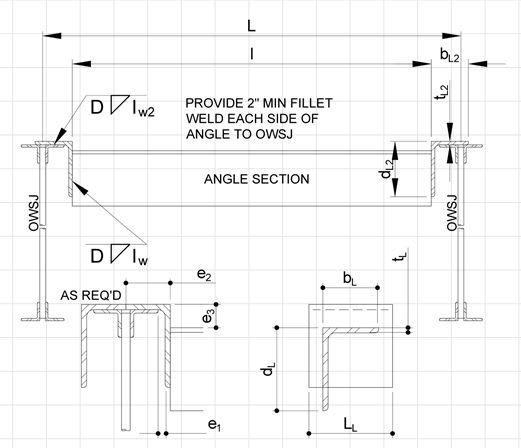
I'm reviewing some drawings from a steel manufacturer for some steel framing around a roof opening in a metal deck roof. The metal frame will rest on OWSJ's, and support the roof deck around the opening. What they've submitted doesn't match our details, but I do think it's a much easier construction, and could work in some situations. Our detail: Their drawing:
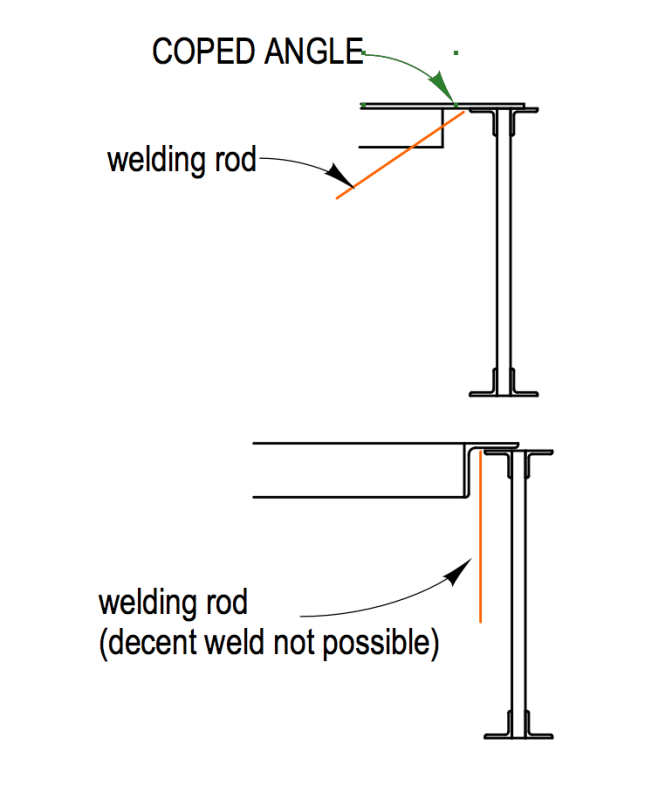
My main concern is the point where the flat steel angle portion meets the vertical web of the angle. The flat plate has enough bending capacity without the vertical, but what resistance does the member have to splitting where they join together. I think an easy fix is to simply add in a gusset plate where the vertical starts (or revert completely to our detail), but I think their detail is nice for constructability and I would like to use it in certain low load applications if I can prove it works.
What are your thoughts? Am I missing something, or is there a straightforward check I can complete? Typically when members like this are coped the shear resisting vertical web is what remains...
I'm reviewing some drawings from a steel manufacturer for some steel framing around a roof opening in a metal deck roof. The metal frame will rest on OWSJ's, and support the roof deck around the opening. What they've submitted doesn't match our details, but I do think it's a much easier construction, and could work in some situations. Our detail: Their drawing:
My main concern is the point where the flat steel angle portion meets the vertical web of the angle. The flat plate has enough bending capacity without the vertical, but what resistance does the member have to splitting where they join together. I think an easy fix is to simply add in a gusset plate where the vertical starts (or revert completely to our detail), but I think their detail is nice for constructability and I would like to use it in certain low load applications if I can prove it works.
What are your thoughts? Am I missing something, or is there a straightforward check I can complete? Typically when members like this are coped the shear resisting vertical web is what remains...
")