FYI... There are surface roughness comparators available for various roughness conditions.
Years ago I almost got in fist-fights with machinists that couldn't PROVE that surface roughness requirements for their work was or wasn't being met. I purchased a set of surface 'scratch' comparators from the following company. There are comparators for machined surfaces [of many types]… of course... for shot-blasted and grit-blasted surfaces. This set of comparators was a come-to-Jesus moment for these guys... and displays various aspects/conditions of 'surface roughness, waviness and lay'. Many young engineers borrow them for shop floor use and also their own personal education.
NOTE. This is NOT a product/company endorsement... simply my experience/usage.
Surface Roughness Comparators [made to comply with ASME B46.1] shown are available from GAR Electroforming Division, Electroformers Inc, P.O. Box
340, Danbury, CT 06813.
NOTE. I'm pretty certain that these comparators are available in metric [SI] units-of-measurement, also. They aren't cheap... but they can be priceless in arguments!
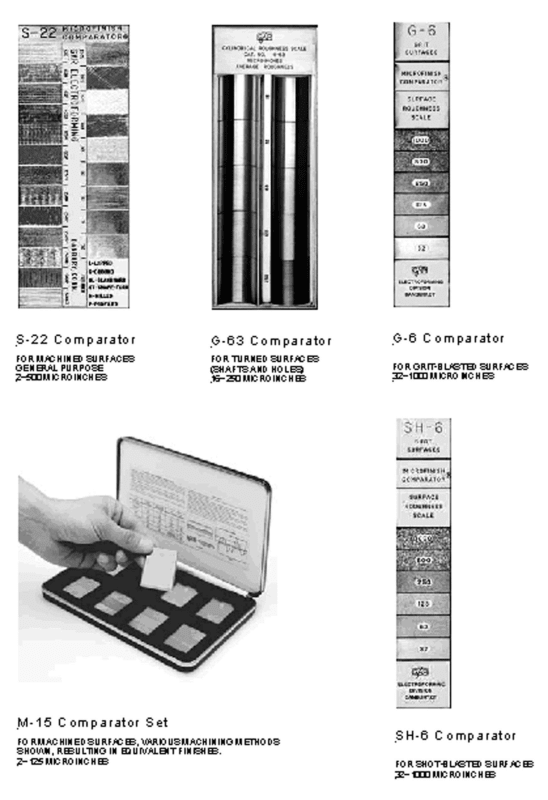
a. Use the S-22 Conventional Machining Microfinish Comparator to evaluate machined surface finish quality (general
purpose).
b. Use the G-63 Cylindrical Turned Microfinish Comparator to evaluate lathe-turned and hole surface finish quality (general purpose).
c. Use the G-6 Grit-Blast Microfinish Comparator to evaluate grit-blasted surface finish quality (general purpose).
d. Use the SH-6 Shot-Blast Microfinish Comparator to evaluate shot or bead-blasted surface finish quality (general purpose).
e. Use the M-15 Master Visual-Tactual Set to evaluate and compare machined surfaces produced by various machining
methods (precision evaluation of surfaces falling within a narrow-range of fine finishes).
Regards, Wil Taylor
o Trust - But Verify!
o We believe to be true what we prefer to be true. [Unknown]
o For those who believe, no proof is required; for those who cannot believe, no proof is possible. [variation, Stuart Chase]
o Unfortunately, in science what You 'believe' is irrelevant. ["Orion", Homebuiltairplanes.com forum]