When you're looking at 1500 km of pipeline (120,000 joints), you gotta know how to estimate welding time. Its obvious why we like high strength, [pre][/pre]thin wall pipe. Welding rate drives pipeline construction time.
Every welder on the internet says that they can do 80in/hr with one hand tied behind their back.
100 in/hr for thin wall pipe, 140 for thick wall has been stated in "Pipeline Rules of Thumb" E.W. McAllister since the FIRST Edition 1978
I used an average 40ft "double joint" length and rounded up a bit.
Pass thickness varies by rod diameter, weld technique and groove angle(s).
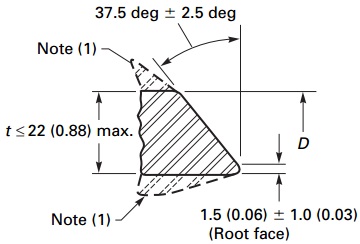
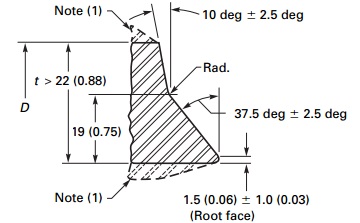
Considering XL83NL question, I might have been too fast choosing 3.5mm, being too liberal for the bevel geometry for this rather thick pipe. This weld will be pretty wide at the outside surface. It should have a compound bevel, reducing the OD width, but avg pass thickness may turn out to be even less. 3.5mm works OK for estimating pipelines, usually having thinner walls, in the 5-10mm range.
So let's take a closer look.
Adjusting for weld groove angle on each pipe end, typ plain 30° bevels, or compound bevels,
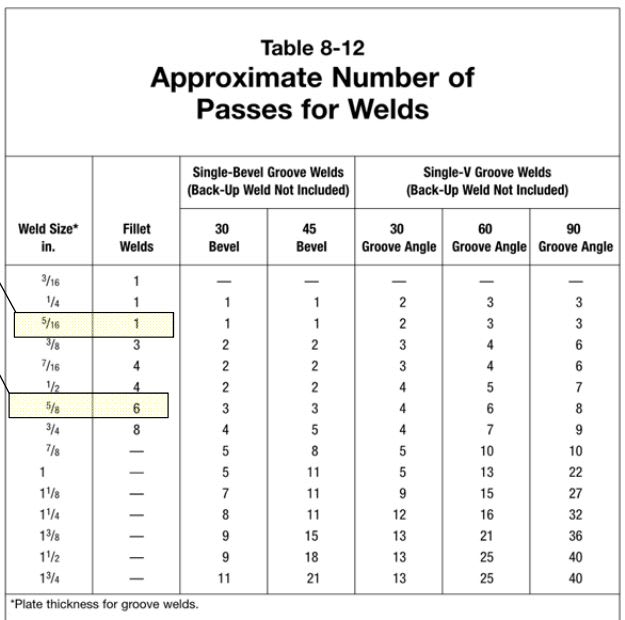
This "single bevel" chart says that my number of passes estimate of 10, only works for 2x30° bevels when wall thickness is around 0.5" (12mm) or less. Hence XL83NL's concern. For the 33mm (1-3/8") thickness and estimating for a compound bevel,.. could be 15x2 =30 passes ?? Can it be 15hrs? XL83NL, is that what you were thinking.
The comments all seem to be focused towards pipeline welding which is vertical down and very fast.
34 mm thick pipe would more than likely be refinery piping and will be vertical up and much slower.
Apples and oranges ?
After some internet research, with not a lot of published actual welding rate info there, what I have surmised is that downhill welding rates are for materials <= 1/2" or so and are in the 100 to 140 in/hr range. Uphill welding, typically used for thicknesses >1/2" 12mm, is going to be more like 80"/hr.
")