I have a sheet metal welding requirement that does not seem to fit neatly into any of the standard weld type callouts. Typically, the sheet metal being welded together is 16ga. (.060") thick. I've used the fillet weld symbol in the past as a more-or-less generic weld symbol, but obviously this is not a fillet weld in the normal sense, nor is it a seam weld or a plug weld. Being sheet metal, the entire weld location edge of the top part is consumed into the weld. See attached pic for clarification.
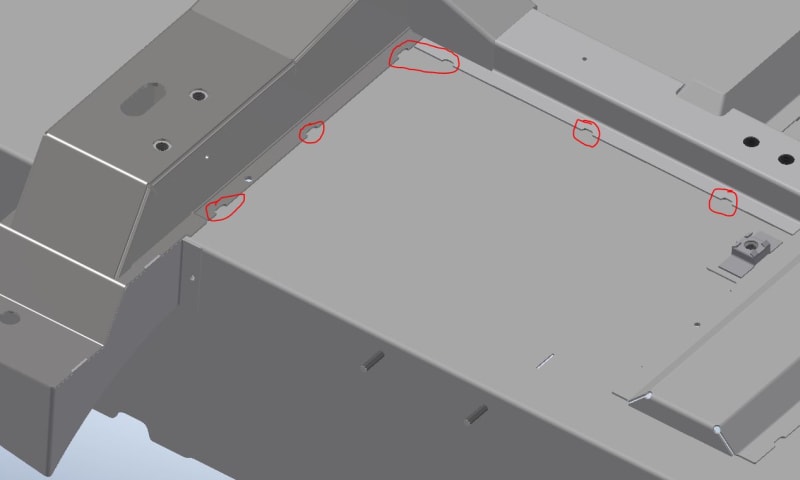
Part 2 of this question pertains to spot welds. We either identify weld locations with a rectangular cutout for a stitch weld, or a half-circle for a 'spot' weld (see attached pic). My question here is: is it ONLY correct to call out a 'spot' weld if the parts are welded via. resistance welding, or is it still technically correct if it's an additive weld? All our welds are TIG welds. I really don't want to get bogged-down specifying weld sizes, as the location notches & material thickness drive the actual weld size.
Part 2 of this question pertains to spot welds. We either identify weld locations with a rectangular cutout for a stitch weld, or a half-circle for a 'spot' weld (see attached pic). My question here is: is it ONLY correct to call out a 'spot' weld if the parts are welded via. resistance welding, or is it still technically correct if it's an additive weld? All our welds are TIG welds. I really don't want to get bogged-down specifying weld sizes, as the location notches & material thickness drive the actual weld size.