Rwelch9
Mechanical
- Apr 22, 2020
- 116
Hi,
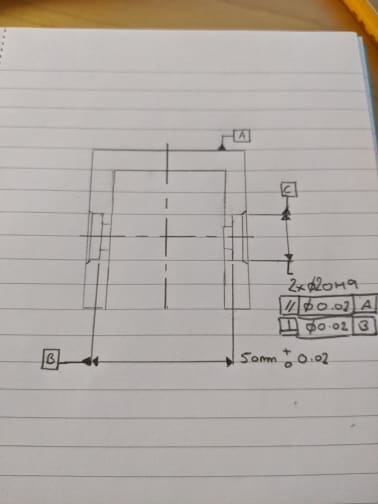
Hopefully someone can help me out i have two very small cylindrical pockets only 2mm deep.
They are coaxial cylinders on the drawing it reads 2x Ø20H9 with a Datum C call out next to it.
So i am assuming this means the constructed axis between these two features is the Datum C.
Does anyone have the correct way to dimension two cylinders that are a common axis ?
Any suggestions how to create these on my CMM
I am thinking of taking circles projected into the bottom planes of the pockets then constructing a line between the center points of the circles ?
Thanks
Hopefully someone can help me out i have two very small cylindrical pockets only 2mm deep.
They are coaxial cylinders on the drawing it reads 2x Ø20H9 with a Datum C call out next to it.
So i am assuming this means the constructed axis between these two features is the Datum C.
Does anyone have the correct way to dimension two cylinders that are a common axis ?
Any suggestions how to create these on my CMM
I am thinking of taking circles projected into the bottom planes of the pockets then constructing a line between the center points of the circles ?
Thanks