hi tmlaser, this is my first post and I hope I can help you. I have been working on an amada 3015 beta3 with a C3000D (3kw)oscillatr for 4 year.
in this link show some basic setup for matirial, noozle , lens and piercing.
here you can other manual and img for parameter.
I also tried to find guides for cutting parameters. but I haven't found much. I only found very specialized studies on laser beams and assist gas pressure waves.
In these years I have found the bases to cut.
let's start with the obvious basics. the machine must be in good condition. mirrors, lenses and gas circuit. otherwise it will be more difficult(or impossible) to understand how to set up the machine.
lens: i use lens 5" for 0 to 3 mm thickness of the material and lens 7.5" for 4mm to 20/25mm (you can use 7.5" also for cut less than 4 mm but the quality decrese)
tip: you must be sure that the focal point must be on the surface of the sheet.(there is a dedicated program in the memory.like O8001)
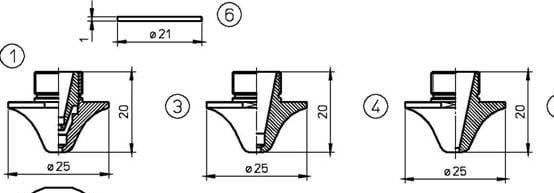
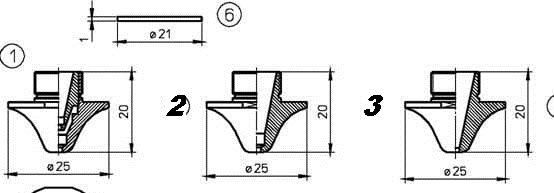
nozzle: i use d.1 (not conic inside) for cold and hot steel (UNI EN 10130 ,10111)from 0mm to 3mm and nozzle 1.2 or 1.4 double for the same material but from 4mm to 10mm.
for SS (inox 304, 316) i use 2mm conic nozzle from 0mm to 3mm thickness of the material ( sometimes i use it for 1mm and 1.5mm cold roll steel but i have to increce the gas pressure ).above the 3mm thickness of the material, i use the 3mm double and the 4mm double.
for alluminium or galvanized the settings are the same of SS with less speed.
parameters:
-focus:in the ss the focus must be about 2/3 below or lower than that.( so with 3mm sheet if the focus is on the surface of the material( 0) you have to go to -2 or -3 and also you have to add the nozzle height ( so -2-0.4=-2.4 ) all this in theory (tests will have to be done)
-power/duty:for SS or INOX for cutting the external profile (therefore the fastest) i use all the power in CW (duty 100%) from 0 to 15mm
-freq (hz) 2000 for straight cut[frequency work if the duty is less than 100%], and for hole you can go under 1000hz and less duty like 60 or 50 % (obviously with less speed).
-nozzle height for 0.5mm is 0.6, for 1.5 to 3 is 0.4 mm . from 4 to 10 you can stay on 0.3mm.
-pressure:for clean cut in my nc the number 4 is low press. nitrogen and 7 high pressure. i use 0.15mpa (1.5bar), and for cut with 2mm nozzle, from 0.45 to 1.5 mpa. 0.45mpa for 0.5mm, 0.65mpa for 1mm, 0.7mpa for 1.5/2mm , 0.85 to 1.0mpa for 2.5/3mm, 0.7mpa with 4 double nozzle for 4/5/6 mm, above 1.3mpa for material more than 8mm...
-my speed (im slow) are:
thickness(mm):speed(mm/min)
0.5:7000
0.8:6500
1:6000
1.5:5000
2:4400
2.5:3450
3:3000
4:1750
5:1500
6:1400
8:720
10:500
12:320
for cold and oht steel :
focal point: on the surface for small thickness and this rises with the increase in thickness. move the focal length 0.5 at a time and check the results.
power duty: i have 3kw but i use only 2kw , you can try with 2kw, 2khz e duty from 60% to 80%
pressure: with oxygen the pressure is very low, 0.06-0.1mpa for pierce, and 0.05 to 0.17 for cut. it also depends a lot on the nozzle diameter.
h nozzle: the height can be set between 1 and 1.5mm
example: 3mm hot steel (UNI EN 10111)
speed:3300 / 1000 for small holes/ 1900 big holes
pw:2000 / 1500 for small holes/ 2000 big holes
hz:2000 / 200 for small holes/ 800 big holes
duty:65 / 35 for small holes/ 70 big holes
press

xygen 0.06mpa
hnozzle:1.4
focal:-0.3
sorry, but now I don't remember the speed of iron, next week I try to write everything.
what is the name of your nc unit?
for last
the pierce.
to be sure and to save the lens you can only use the m103 function. for all materials up to 6 mm.
SteinlesSteel INOX >>> pw maxpower,/ frq 100 or 80,/ duty 80 to 100 / pierce time 0.1-0.2/ press 0.15 or more/ hnoozle (this depends, standard is 1.5, you can try going even higher, im at 3-3.5mm ) you can try also more) more you are far, less are the risk for splash on the lens.
this is a summary of what I have understood in these years. if you need more help, post it. regards
Alex
![[smile]](/data/assets/smilies/smile.gif "[smile] [smile]")