characterzero
Industrial
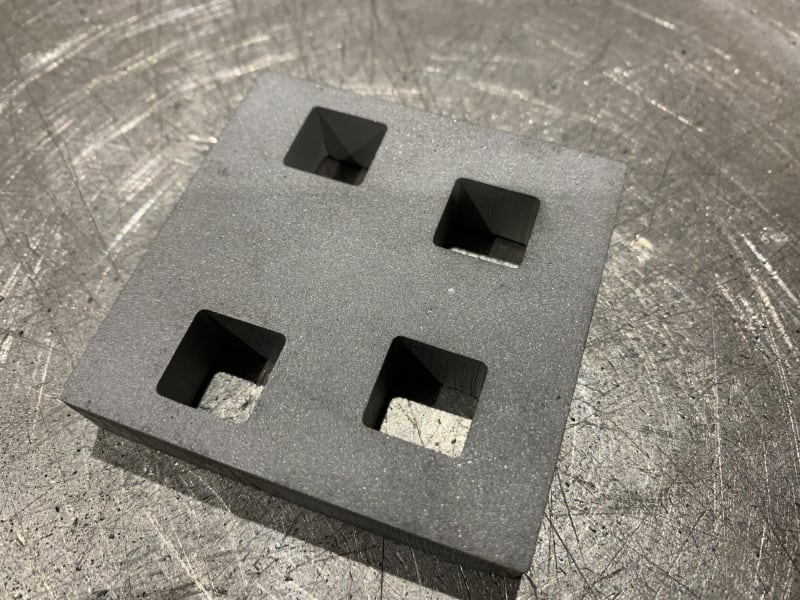
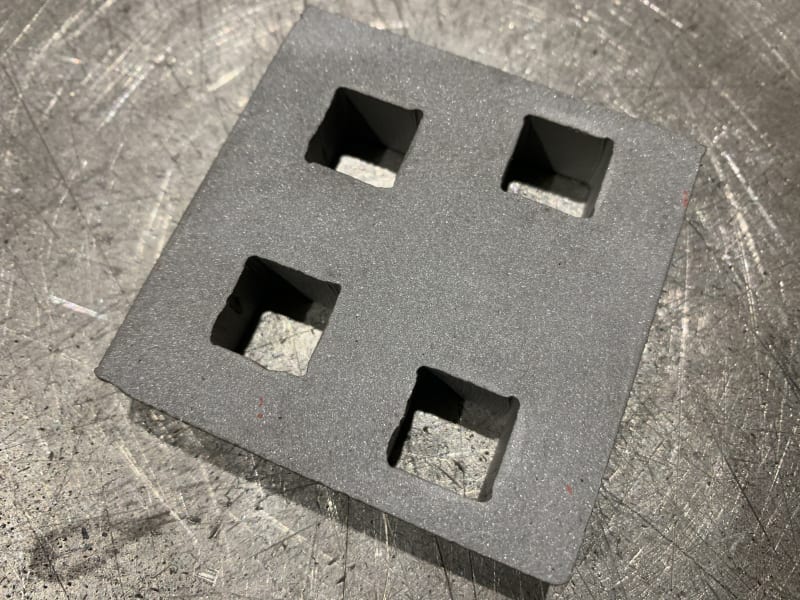
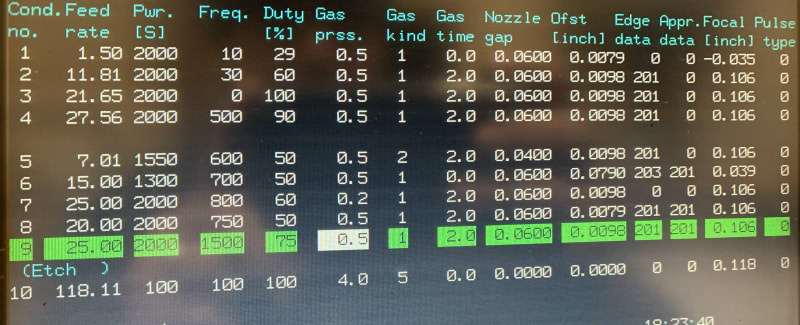
Any suggestions on how to get the underside of my cut to become more square like the top side of the cut? This is 1/2" AR500 steel. My limitations are that I can not change the dimension of the square hole or its fillets on the corners. I am cutting with a 7.5 inch lens, 3mm nozzle and below are my current cut parameters. Also I am using an oxygen bank as an assist gas. My laser is a 2000 watt and this is the limitation of its cutting ability. Perhaps this is as good as it will get? I would like to believe not... Thoughts or suggestions?