AWS structural guidance for the maximum size of fillet welds is that
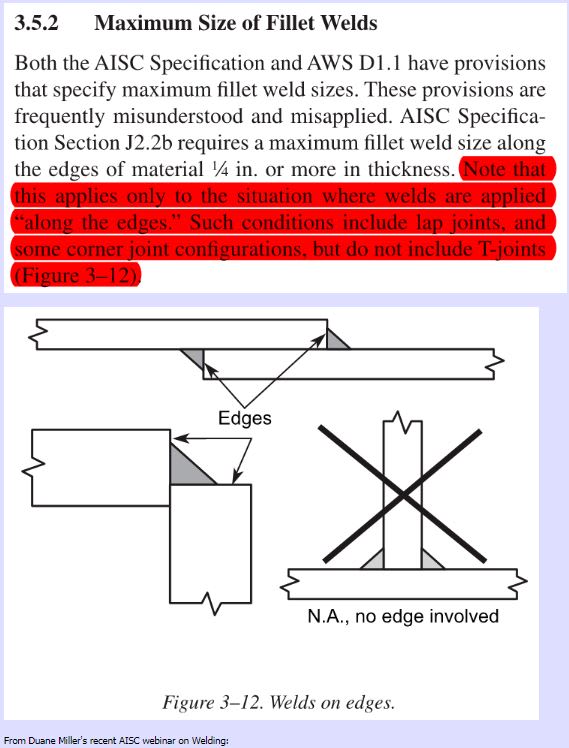
1) Along edges of material less than 1/4" (6mm) thick, weld size (w) shall not be greater than the thickness of material.
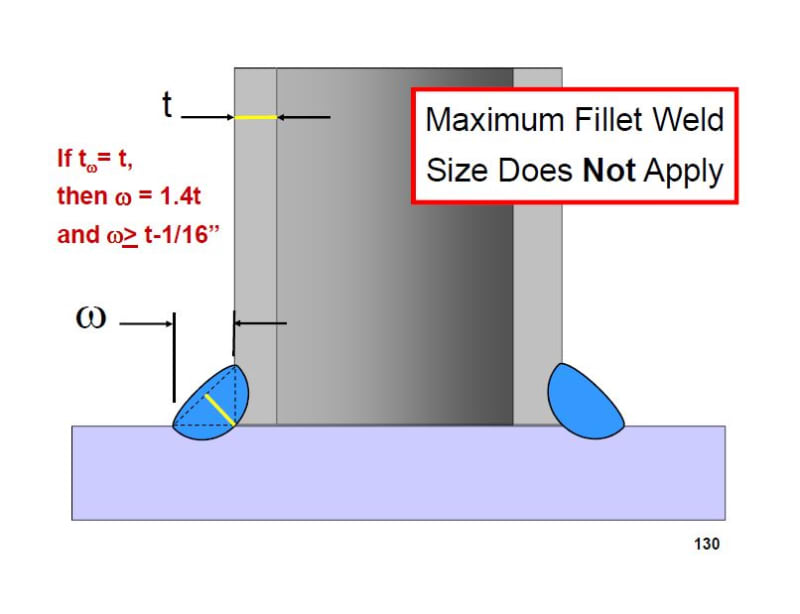
2) Along edges of material more than 1/4" (6mm) thick, weld size (w) shall not be greater than the thickness of material - 1/16" (2mm) unless the weld is especially designed to built out to obtain full-threat thickness.
-----
So for 6mm tube, w can be up to 6mm. For 8mm tube, w can be up to 8mm - 2mm = 6mm unless especially designed to be built out.
Note that the effective throat is the weld size (=leg size) /1.4 for a root opening of 0. For larger root openings, the effective throat is less.
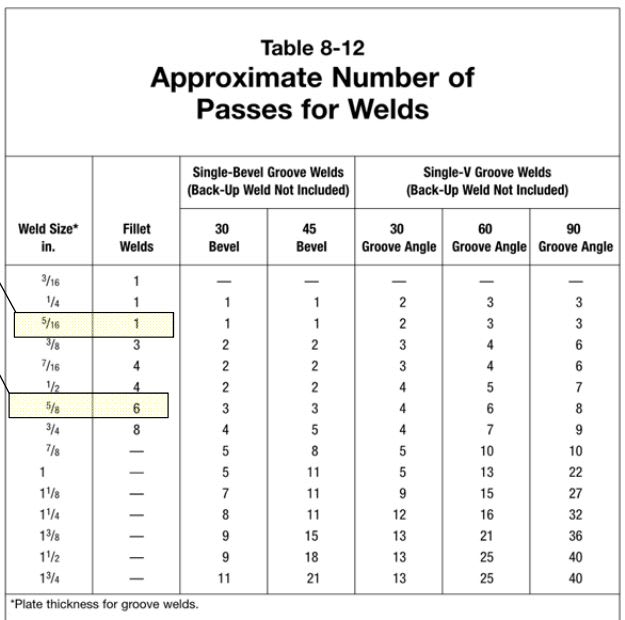
Fillets larger than 3/16" (5mm) may require multiple passes depending on the process and electrode used. Multiple-pass welds may be significantly more costly than single-pass welds or a similar multipass PJP or CJP weld, again depending on the process, electrode or weld position.