Prestressed Guy
Structural
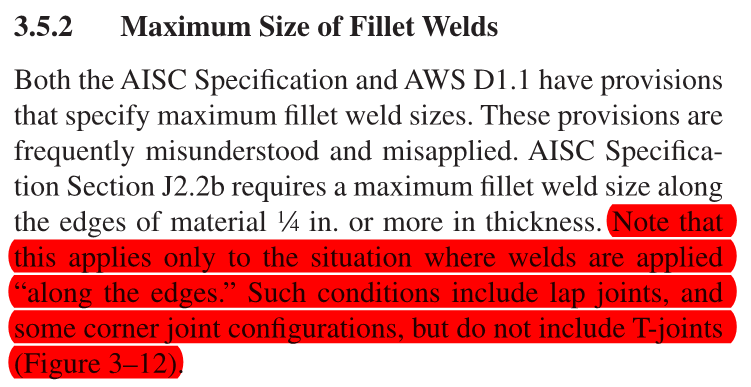
As the design engineer I have specified the attached detail and received the following comment from the welding inspector on this California project. "This (the 5/16" fillet) is not achievable. Recommended a 1/2" plate with 3/8" weld."
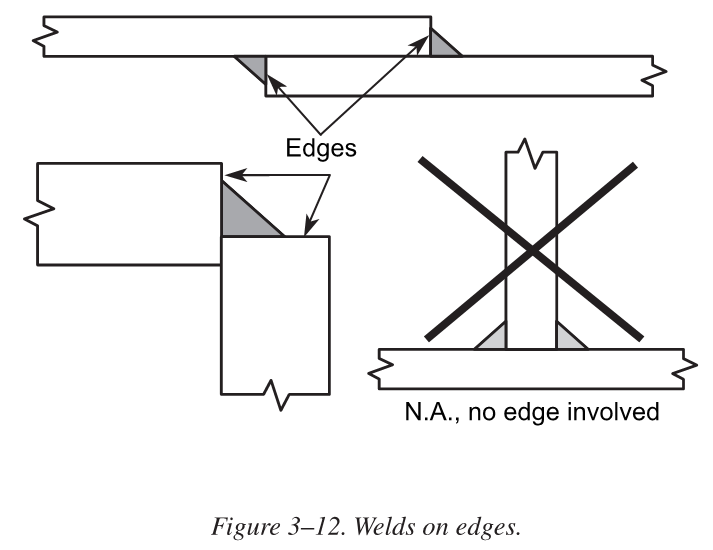
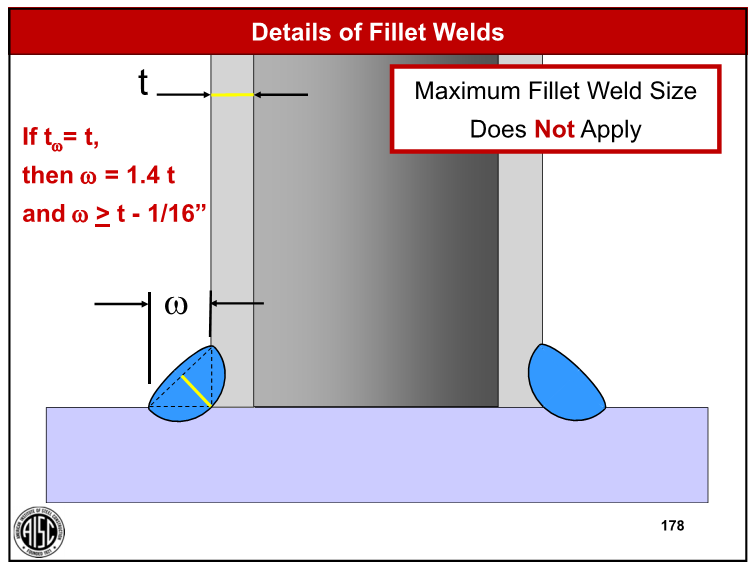
My understanding (2.7.1.1 in my very old AWS D1.1) is that on "lap welds" for base metal over 1/4" the fillet cannot exceed thickness - 1/16". Given the 3/8" plate and angle the minimum size would be 5/16" if this was a lap. Would a "T" joint have more stringent limits than a lap weld?
Has the code changed?
My understanding (2.7.1.1 in my very old AWS D1.1) is that on "lap welds" for base metal over 1/4" the fillet cannot exceed thickness - 1/16". Given the 3/8" plate and angle the minimum size would be 5/16" if this was a lap. Would a "T" joint have more stringent limits than a lap weld?
Has the code changed?