kanibaltaki
Industrial
hi
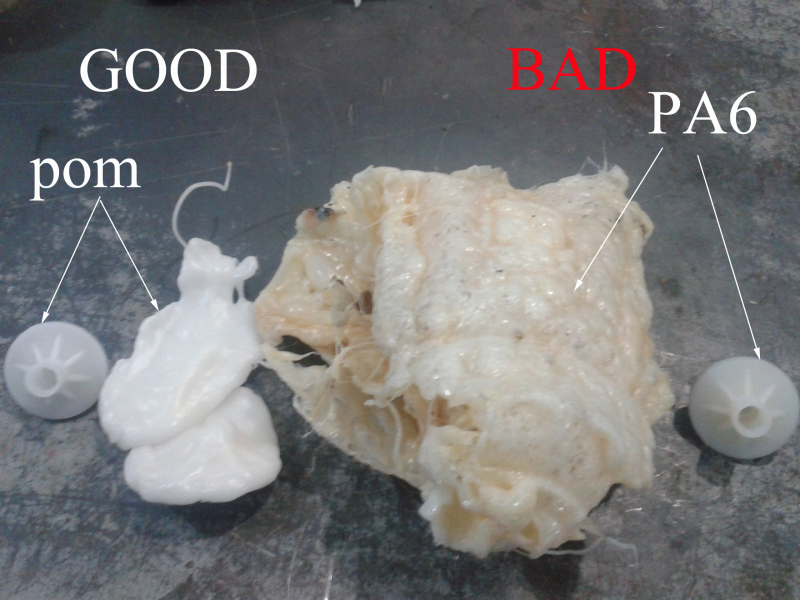
I own plastic injection machine and I am now making some automotive cable parts
I used POM material and everything was good now when changed the material to PA6 AND PA 66 i faced some problems
See the picture in the attached file .
the part formed containing bubbles I want a solution to this problem .
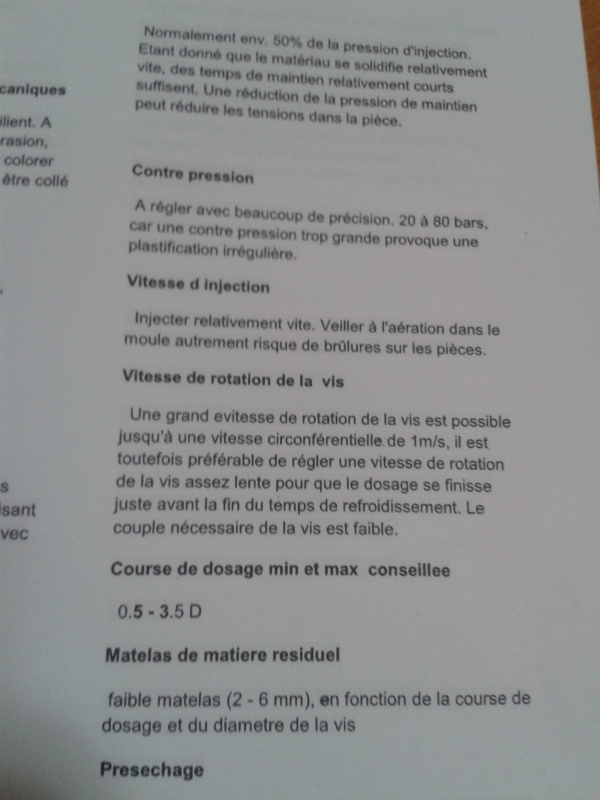
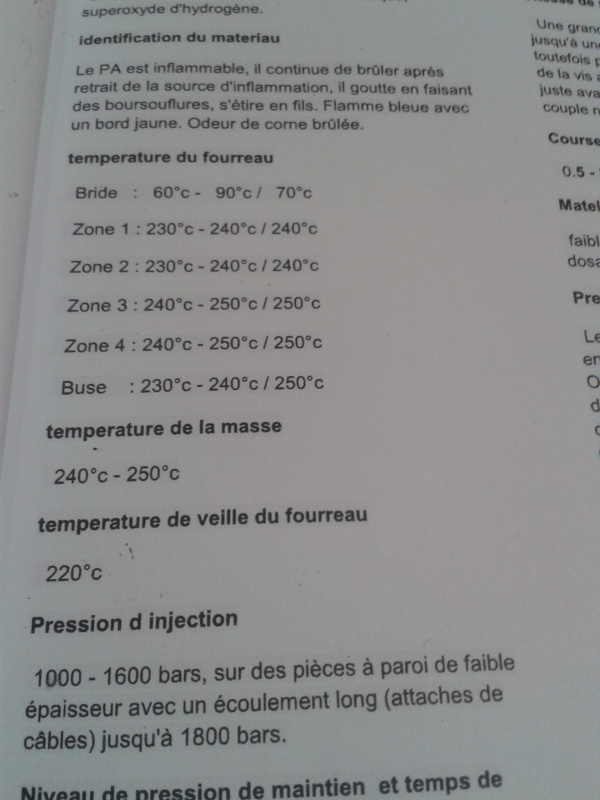
PA 6 injection profile i used
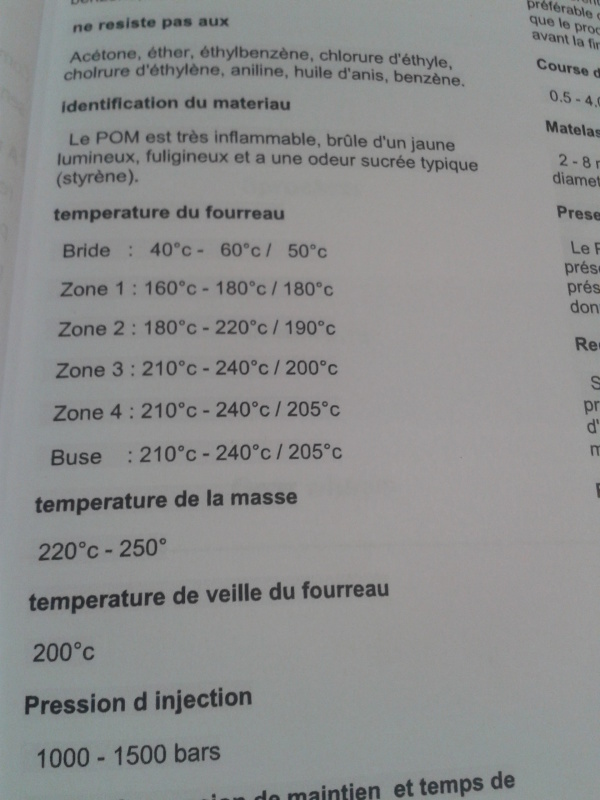
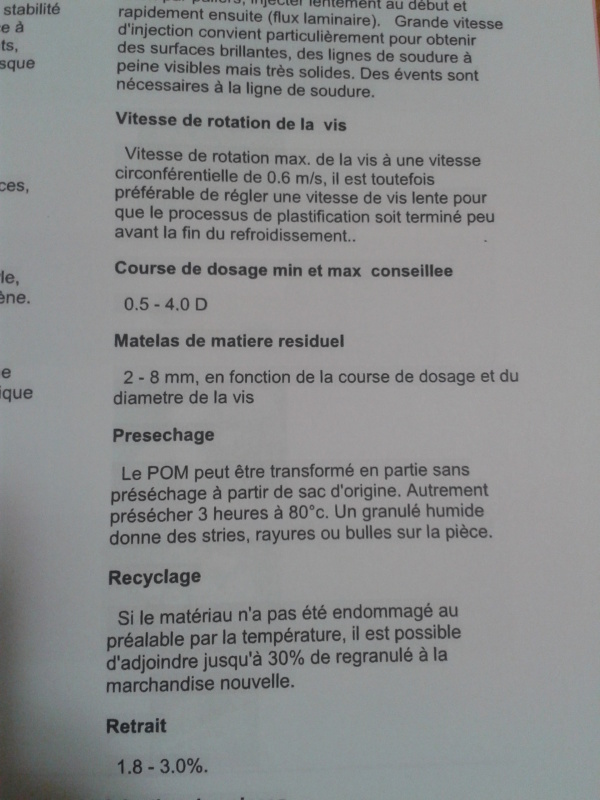
POM injection profile i used
Thank you
I own plastic injection machine and I am now making some automotive cable parts
I used POM material and everything was good now when changed the material to PA6 AND PA 66 i faced some problems
See the picture in the attached file .
the part formed containing bubbles I want a solution to this problem .
PA 6 injection profile i used
POM injection profile i used
Thank you