API 650:
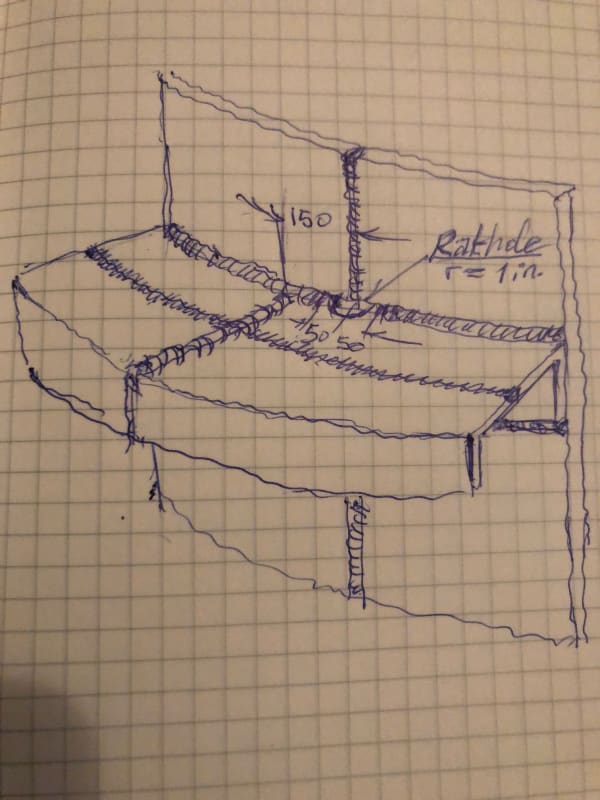
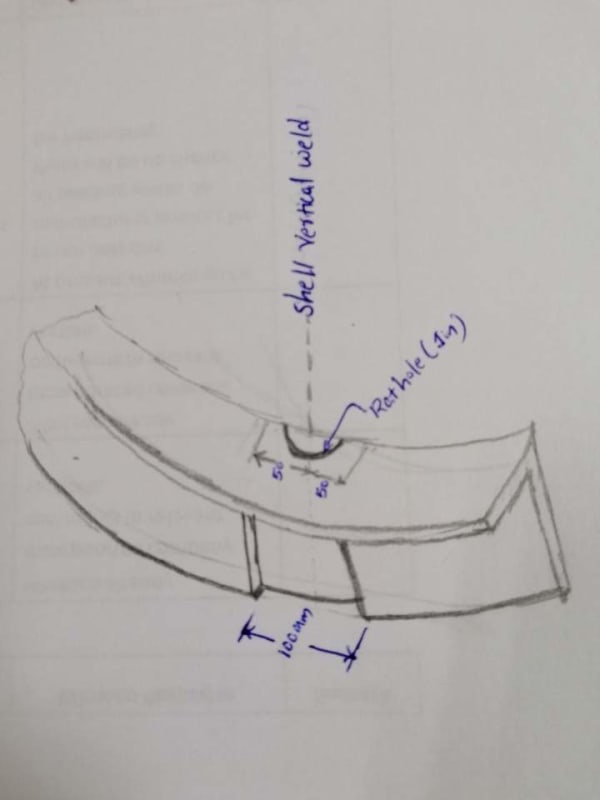
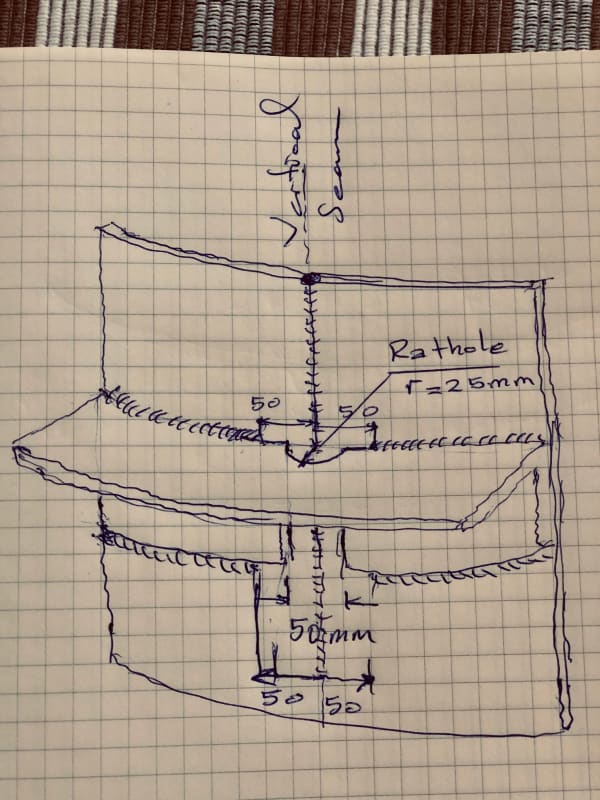
5.9.3.3 Welds joining stiffening rings to the tank shell may cross vertical tank seam welds. Any splice weld in the ring shall be located a minimum of 150 mm (6 in.) from any vertical shell weld. Stiffening rings may also cross vertical tank seam welds with the use of coping (rat hole) of the stiffening ring at the vertical tank seam. Where the coping method is used, the required section modulus of the stiffening ring and weld spacing must be maintained.
5.1.3.7 Attachments to tank exterior surfaces shall be as follows.
a) Except as provided in item b. below, all attachments to tank exterior surfaces shall be completely seal welded (no intermittent welding) to minimize rust streaking.
b) If specified on the Data Sheet, intermittent welding is permitted for:
1) wind girders as described in 5.1.5.8;
2) attachments to surfaces that will be covered by insulation;
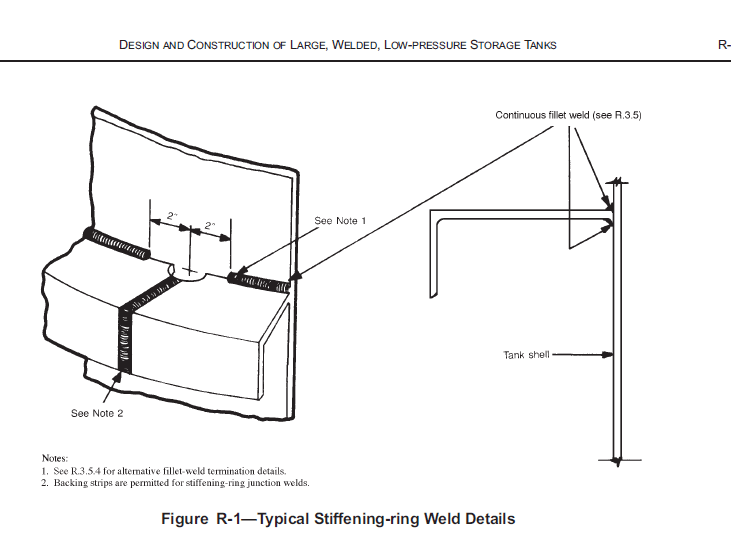
5.1.5.8 Wind Girder Joints
a) Full-penetration butt-welds shall be used for joining ring sections.
b) Continuous welds shall be used for all horizontal top-side joints and for all vertical joints. Horizontal bottom-side joints shall be seal-welded unless specified otherwise by the Purchaser.
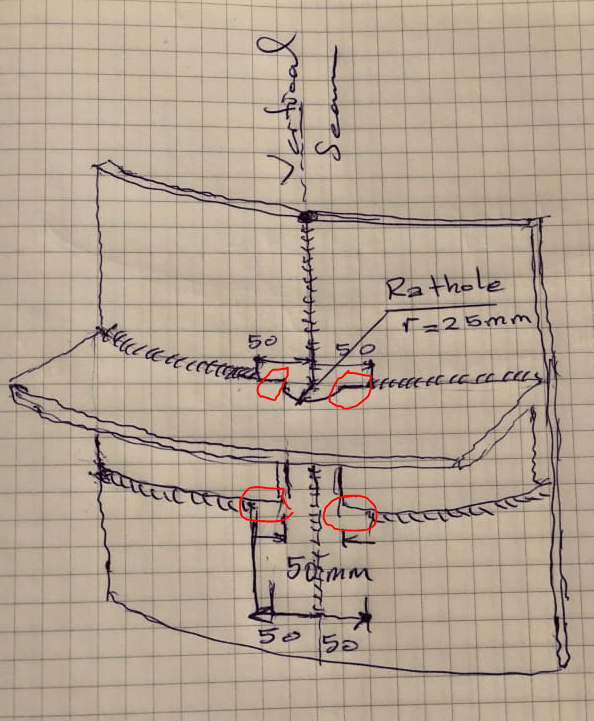
Seems to me that the strength of the stiffener can not be reduced (as it would be [slightly] if the vertical leg were to be cut off) and unless the purchaser specified that intermittent welds can be used, the intent is that the shell stiffeners be fully seal welded to the tank shell.
I'd either grind flat the shell butt weld and do additional NDE there as well as above and below the stiffener or choose a different style of stiffener that does not present these issues. I'm also a fan of having the stiffener slope away from the tank shell, which is difficult for this style.
My opinions only, remember - you read it on the world wild web !