We placed three 345kV/138kV, 500MVA Autos in service recently - all sister units. I'm told the cost was approx $4M USD each. A 24 hour soak was performed from the HV side. As one would expect with units of this size, fully redundant differential protection was available. The units are equipped with Electronic Temperature Monitors communicating via SCADA, as well as conventional analog devices. I made a trip to the site around 24 hours to check on the temperatures. Starting from ~ o Deg C, all three managed to warm up to around 17 C, in a maybe 5 C ambient. An IR camera was used to check radiators. Not mentioned yet, but DGA samples were taken around the 24 hour mark - I believe this is fairly standard for units this size.
It's my understanding that the 24 hour soak is part of the commercial agreement between the owner and the OEM, or at least in this case it was, for acceptance of the units (and final payment).
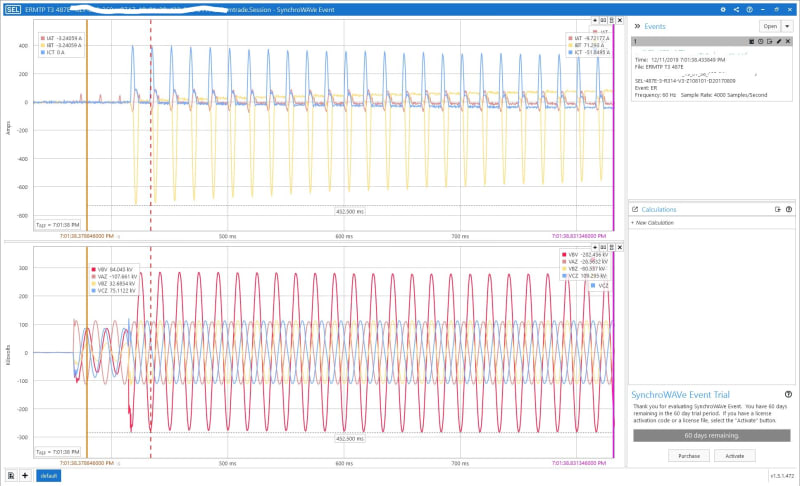
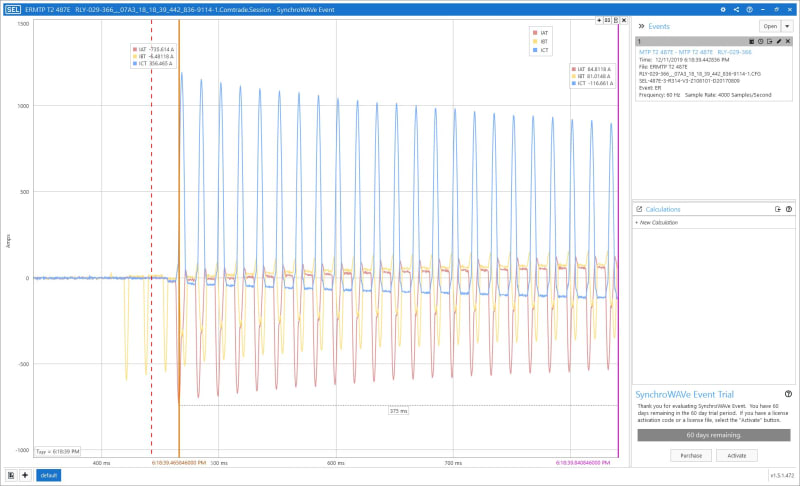
We used synchrophasors to monitor the voltage dip during energizing. Unit #1 had ~ %2 and 2 & 3 closer to 5% dip. We had demagnetized #1 as part of a NLTC tap change earlier.
As far as the OP question on both ways / sides, I'm not sure if I see any value. In some cases the inrush may be too much. I suppose that depends on the size of the transformer and the system.
I did "clean up" at a IPP peaker plant years ago. The first of 4 345/13.8kV/13.8kV 200 MVA sister units was energized. The newly hired plant operators logged their hourly inspections of the Top Oil going well past 120 C prior to the unit faulting. Unfortunately the first commissioning contractor forgot to walk things down and the Multilin 745 CT's were left shorted. Two stations down the line 51N cleared the fault after 33 cycles. The DGA's were not ordered "rush" and when the results came back after the failure, acetylene was several hundred ppm.
The shots below are during tuning of the Synchronous Closing devices on the GCB's after a successful soak period (837 FLA).