Prometheus21
Mechanical
Hello everyone, I would appreciate some input on this topic if you have any:
My company (Based in Europe) produce, assemble and test flexible hoses lined with fluoroplastic tubing (PTFE and PFA) for the industrial gas industry, (amongst many other products used for this industry as well). This has been done with no issues for decades.
Every hose is cleaned for oxygen service, and is tested according to the following specs:
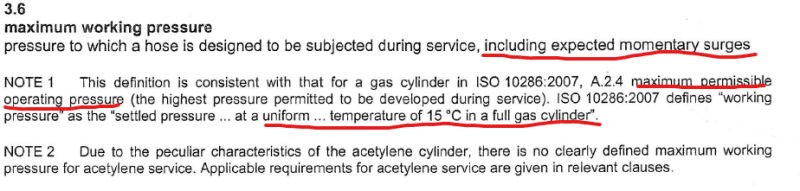
1. Hydrostatic testing at twice the maximum working pressure.
2. Leakage testing at 1x the maximum working pressure (oil-free air (pneumatic)).
To verify the resistance to ignition in oxygen, 3 sample hoses are tested at a third party testing facility. A customer can at random intervals request that one or more hoses gets tested at a third party facility (Adiabatic compression test in pure, heated oxygen)
When filling gas cylinders with 300 bar working pressure, there is a short period of time where you can get pressure ratings far above the working pressure (usually 380 bar, but sometimes over 400 bar). Now this has for a long time been recognized as a short spike, and nothing to worry about as long as the hose has a burst pressure 4x the rated working pressure.
For 300 bar working pressure the following is used:
6 mm flexible hose with kevlar reinforcement. Burst pressure 1660 bar.
This particular type of hose is pressure tested hydrostatically at around 685 bar. (Minimum 600)
Followed by a leakage test (pneumatic) at 300 bar minimum (often around 310-330 bar).
The hose is also certified by a third party (laboratory): Adiabatic compression test with 60°C oxygen (min.99,5%) at 360 bar (1.2 x WP).
Now this is where the fun begins:
One of our customers have recorded a spike of 416 bar for a short period of time (no accident, pure measurement). He is now convinced our hose is not tested properly, and wants us to change our testing procedure. He now wants us to test each and every hose at:
832 bar pressure (hydrostatically)
420 bar pressure (pneumatic).
Now remember, this has worked fine for decades with no issues. We have no interest in upgrading our facility to enable us to test pneumatically at 420 bar (as adiabatic compression heat becomes a serious issue at this pressure rating), and would rather drop the customer if push comes to show.
Now being professional we would like to at try to avoid this..
What would you recommend? Try to convince the customer is it actually safe? That what has been working for decades is in fact still working as intended?
Any input is greatly appreciated!
My company (Based in Europe) produce, assemble and test flexible hoses lined with fluoroplastic tubing (PTFE and PFA) for the industrial gas industry, (amongst many other products used for this industry as well). This has been done with no issues for decades.
Every hose is cleaned for oxygen service, and is tested according to the following specs:
1. Hydrostatic testing at twice the maximum working pressure.
2. Leakage testing at 1x the maximum working pressure (oil-free air (pneumatic)).
To verify the resistance to ignition in oxygen, 3 sample hoses are tested at a third party testing facility. A customer can at random intervals request that one or more hoses gets tested at a third party facility (Adiabatic compression test in pure, heated oxygen)
When filling gas cylinders with 300 bar working pressure, there is a short period of time where you can get pressure ratings far above the working pressure (usually 380 bar, but sometimes over 400 bar). Now this has for a long time been recognized as a short spike, and nothing to worry about as long as the hose has a burst pressure 4x the rated working pressure.
For 300 bar working pressure the following is used:
6 mm flexible hose with kevlar reinforcement. Burst pressure 1660 bar.
This particular type of hose is pressure tested hydrostatically at around 685 bar. (Minimum 600)
Followed by a leakage test (pneumatic) at 300 bar minimum (often around 310-330 bar).
The hose is also certified by a third party (laboratory): Adiabatic compression test with 60°C oxygen (min.99,5%) at 360 bar (1.2 x WP).
Now this is where the fun begins:
One of our customers have recorded a spike of 416 bar for a short period of time (no accident, pure measurement). He is now convinced our hose is not tested properly, and wants us to change our testing procedure. He now wants us to test each and every hose at:
832 bar pressure (hydrostatically)
420 bar pressure (pneumatic).
Now remember, this has worked fine for decades with no issues. We have no interest in upgrading our facility to enable us to test pneumatically at 420 bar (as adiabatic compression heat becomes a serious issue at this pressure rating), and would rather drop the customer if push comes to show.
Now being professional we would like to at try to avoid this..
What would you recommend? Try to convince the customer is it actually safe? That what has been working for decades is in fact still working as intended?
Any input is greatly appreciated!
![[wink]](/data/assets/smilies/wink.gif "[wink] [wink]")

")