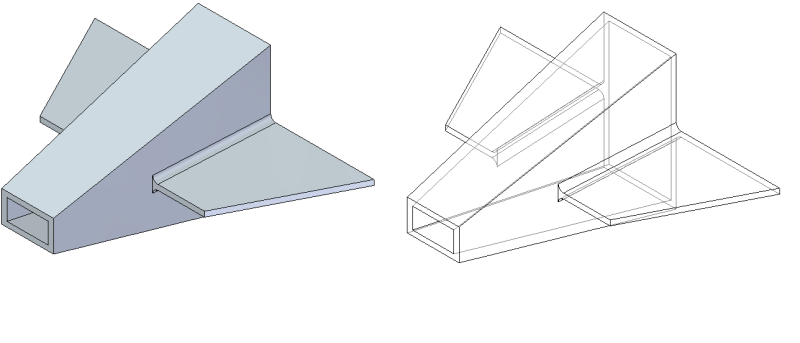
The particular part you have illustrated, a tapered rectangular tube having internal sharp corners, with external wings, would be a bitch to machine from billet in any material, because of the sharp corners. It would be somewhat less difficult to injection mold, though the sharp corners don't help the molded part's performance. As noted, injection molding and similar processes are not super well adapted to use with long fibers as reinforcement, and short fibers, even of a strong material, don't make a particularly strong composite.
Note also that even if you could mold the proposed part with long fibers, you may not be happy with the effect of drilling fastener holes in the completed part, both cosmetic and structural. If you're going to the trouble of molding a part, it makes sense to mold the part to its exact as-used configuration, without secondary operations.
There are a couple of processes that might deserve consideration, depending on what you are actually making.
- In Resin Transfer Molding, the reinforcement fibers/fabric are laid up dry, the cavity around them is closed, and a catalyzed resin is introduced at one area while air is removed elsewhere. This process has displaced hand layup in boatbuilding, because the closed cavity captures what would otherwise be VOC emissions and nasty odors, and the usual associated vacuum bag squeezes everything together, resulting in a product with less resin and more fiber, and if it's done correctly, no 'dry spots'.
- In products that would ordinarily be amenable to fabric/ roving/ tape hand layup, it can make sense to buy 'prepreg' intermediates from third party suppliers. Instead of buying bulk resin and reinforcement, you buy a roll of reinforcement that's already impregnated with resin and partially catalyzed. You just unroll the stuff from the supplied roll, peel off the separating film, and wrap the prepreg around a core for whatever you're making, then bake it to make a finished product. It's sticky enough to adhere to most things, but doesn't run off on the floor, so housekeeping costs are reduced, and you don't have to worry about your own people not mixing the resin correctly every time.
Without knowing more about how your proposed part is stressed, and exactly how it interfaces with any mating parts, we here probably can't be of much more help to you. Sorry.
Mike Halloran
Pembroke Pines, FL, USA
![URL]](https://res.cloudinary.com/engtips/image/fetch/w_800,c_lfill,q_auto,f_auto,g_faces:center/[URL unfurl="true"]http://g02.a.alicdn.com/kf/HTB1Y_GlJXXXXXXyXXXXq6xXFXXX0/for-AUDI-A4-B8-old-type-08-12-car-rearview-side-mirror-cover-cap-CFRP-real.jpg[/URL])
![URL]](https://res.cloudinary.com/engtips/image/fetch/w_800,c_lfill,q_auto,f_auto,g_faces:center/[URL unfurl="true"]http://g02.s.alicdn.com/kf/HTB1LA8DIXXXXXb.XVXXq6xXFXXXh/220607291/HTB1LA8DIXXXXXb.XVXXq6xXFXXXh.jpg[/URL])