So, I admit, my formal training isn't mechanical, so I probably have no business doing mechanical engineering work...but, I am, and I've already invested heavily on the concept I'm working on, so that brings me here looking for what I hope amounts to some basic help ")
The story is one most mechanical engineers probably run into at some point, designing a part that's too long to be turned on a turning center. The machine in question is a haas st-20y with a tailstock but no steady rest provisions (though I could probably make one on the tailstock linear guides, but the tailstock guides only come to about 7" from the front of the chuck). Max shaft diameter is 7mm, length is 265mm. If I weren't the machinist as well the designer, I'd add a troll face.
If I weren't the machinist as well the designer, I'd add a troll face.
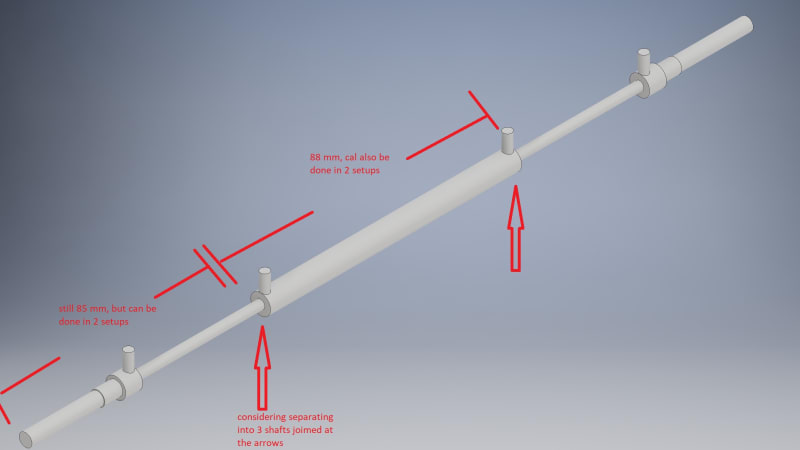
I realized pretty early on, that wasn't going to work, and worse, I have 2 parts that need to be put on 2 separate 3mm sections enclosed by 7mm sections. Yeah, now I'm really trolling myself! So no matter what it has to be broken up into smaller pieces, and worse, broken at the most thin point of the shaft.
There is of course, a catch, as up to this point you're probably thinking about any number of standard shaft coupling methods (most simply an interference fit!) The catch is that there are features milled into "the shaft" that need to line up. so the angle of rotation of the shaft in joining must be controlled either by the joining method, or something else. This is why initially I was going to try to make it 1 part, 1 setup on the machine.
My thoughts on this were initially to drill/broach a hex hole, measure it, and then precisely mill a hex shape to match on the other side. The real difficulty started when I realized I was going to need to separate the shaft at the 3mm section because a part with a 3mm linear bearing (being used in rotation as well....don't know what else to do though, I need linear and rotational movement of the part) the hex has to be inscribed on the 3mm shaft end. I figured that to have any strength, it will need to sit deep inside the mating shaft...I just can't help but wonder what the professionals do in such a situation. (probably redesign....? unfortunately, bigger smallest section requires an even bigger larger section on the shaft, so it just makes the dimensions of the problem larger)
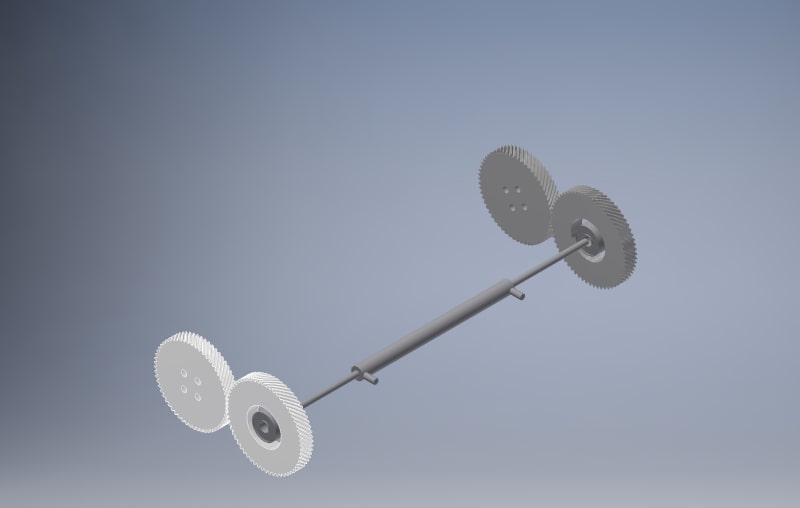
A few other points...There is a rotating assembly across most of the width of this, otherwise I'd break the shaft up and support it in 4 locations total instead of 2. The assembly is not heavy, and will be very carefully balanced. Shouldn't be a whole lot of radial load on the shaft.
Another point unrelated to the first "other point": I'm looking at making this from D2 tool steel that will be hardened, both for the bearing surface, and for strength. More than willing to hear about better options though
Last point unrelated to the previous 2, but still important. I know the life on this won't be great because of the (mis)use of the linear bearing, and the speed. 3mm linear bearings are very cheap though, and that's why I have the disassembly requirement As with all other points, willing to take suggestions!
I'm hoping someone with much more experience will see something easy that can be done. If I am on the right track, is there any other guidance you can offer? I'm willing to listen to even the most outlandish suggestions
The story is one most mechanical engineers probably run into at some point, designing a part that's too long to be turned on a turning center. The machine in question is a haas st-20y with a tailstock but no steady rest provisions (though I could probably make one on the tailstock linear guides, but the tailstock guides only come to about 7" from the front of the chuck). Max shaft diameter is 7mm, length is 265mm.
If I weren't the machinist as well the designer, I'd add a troll face.I realized pretty early on, that wasn't going to work, and worse, I have 2 parts that need to be put on 2 separate 3mm sections enclosed by 7mm sections. Yeah, now I'm really trolling myself! So no matter what it has to be broken up into smaller pieces, and worse, broken at the most thin point of the shaft.
There is of course, a catch, as up to this point you're probably thinking about any number of standard shaft coupling methods (most simply an interference fit!) The catch is that there are features milled into "the shaft" that need to line up. so the angle of rotation of the shaft in joining must be controlled either by the joining method, or something else. This is why initially I was going to try to make it 1 part, 1 setup on the machine.
My thoughts on this were initially to drill/broach a hex hole, measure it, and then precisely mill a hex shape to match on the other side. The real difficulty started when I realized I was going to need to separate the shaft at the 3mm section because a part with a 3mm linear bearing (being used in rotation as well....don't know what else to do though, I need linear and rotational movement of the part) the hex has to be inscribed on the 3mm shaft end. I figured that to have any strength, it will need to sit deep inside the mating shaft...I just can't help but wonder what the professionals do in such a situation. (probably redesign....? unfortunately, bigger smallest section requires an even bigger larger section on the shaft, so it just makes the dimensions of the problem larger)
A few other points...There is a rotating assembly across most of the width of this, otherwise I'd break the shaft up and support it in 4 locations total instead of 2. The assembly is not heavy, and will be very carefully balanced. Shouldn't be a whole lot of radial load on the shaft.
Another point unrelated to the first "other point": I'm looking at making this from D2 tool steel that will be hardened, both for the bearing surface, and for strength. More than willing to hear about better options though
Last point unrelated to the previous 2, but still important. I know the life on this won't be great because of the (mis)use of the linear bearing, and the speed. 3mm linear bearings are very cheap though, and that's why I have the disassembly requirement
As with all other points, willing to take suggestions! I'm hoping someone with much more experience will see something easy that can be done. If I am on the right track, is there any other guidance you can offer? I'm willing to listen to even the most outlandish suggestions