Hi Bill, Comp, and Keith,
To give you a better idea of my entire process, the 8 inch diameter roll I have described in previous posts is the one that I have labeled "Coat Roll" on the following illustration. The entire machine/process will take a spool of flat material (typically a 0.003" thick poly film) and will unwind it at constant speed. As it is being unwound, it will pass underneath a coating head that will apply a thin (adhesive based) coating to the film before the film is passed through a dryer. After the Dryer, the coated film passes through a pair of "Pull/Laminating" Rolls where a backing film is applied on top of the coating. After the Pull/Laminating Rolls, the three layer finished product (two films with a coating in between) is wound up at at a Rewind.
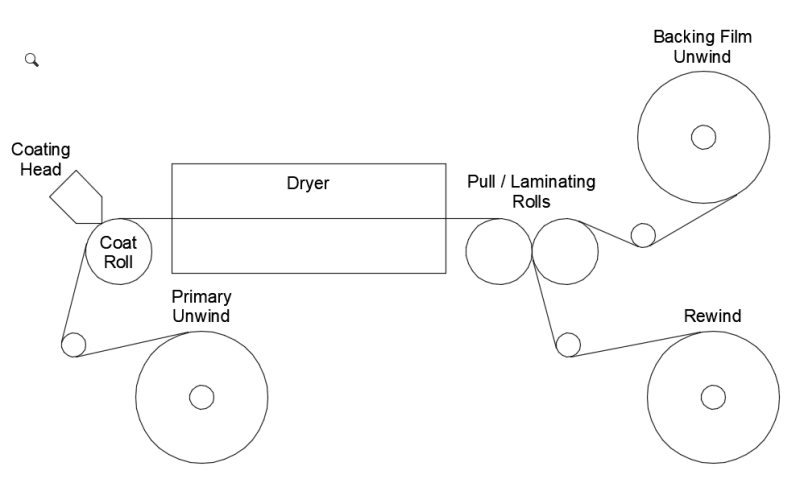
The Pull Rolls determine the speed at which the film is conveyed through the machine. The Pull Roll on the left is chrome-plated steel, mounted in fixed position bearings, and directly driven. The Pull Roll on the right is silicone covered and mounted in pneumatically actuated swingarms. The Silicone Covered roll is not directly driven - it is driven only by making surface contact with the chrome-plated Pull Roll (or the three layer finished product). By setting the gap (Nip) between the Pull Rolls properly, the Pull Rolls provide the necessary traction to pull the films at a constant speed (the surface speed at which we drive the Chrome-Plated Pull Roll).
In this scenario, the Coat Roll is chrome-plated. We have tried making this an idler in the past, but found that the film did not provide enough traction to make it turn reliably. Having the film slide over the Coat Roll without it turning generated static electricity, which lead to some issues. This is why we typically drive the Coat Roll now at the same surface speed as the Pull Rolls (and the speed of the film), just not to create drag.
Based on what you have said, it seems as though the HP required of my Coat Roll drive will be very small. We have been building this type of machine for many years, and we have always used gearboxes rather than directly driving our rolls. I think our original reasoning was that (due to required drying time), we run these machines very slowly. Back in the days of DC motors, we used 20:1 as a rule-of-thumb speed range as far as what you can hope to get out of a DC motor without worrying about cogging (although in actual experience, I have had reasonably good results up to 50:1).
I assume the HP required of my Chrome-Plated Pull Roll will be higher than that required for my Coat Roll because the Pull Roll has to create the force that pulls the films through the machine (against the resistance created by the Primary Unwind and the Backing Film Unwind, for which we use electro-magnetic brakes to create our desired level of tension.
The reason I started out only by describing my Coat Roll in my question is because this is the simplest of my drive systems. I figured that if I could learn how to calculate my required motor HP (assuming a 60:1 gearbox), I could get a feel for the basics before digging in to the more complicated scenarios of the Pull Roll drive and then the Rewind Drive.
My feeling is that over the years, not knowing how to do these calculations has lead to us greatly over-sizing our drive systems. I have already ordered the 1/2 HP motor and 60:1 drive box for the Coat Roll drive. I am sure this will work based on experience, but based on your feedback, I now realize I most likely could have gotten away with something smaller.
Assuming that I will be able to estimate my required acceleration torque for the Coat Roll (after I know its weight), and assuming the fact that I will have a 60:1 gearbox, if any of you can tell me what other information I need to calculate my required motor HP (even if it is ridiculously low), I think this would be a good start towards my getting a better understanding of this stuff.
I greatly appreciate your help.
Best regards,
Paul