greenimi,
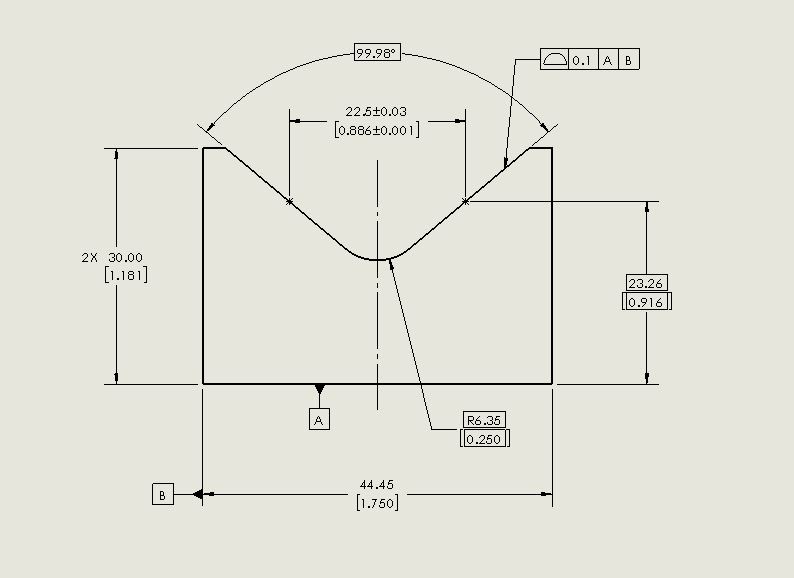
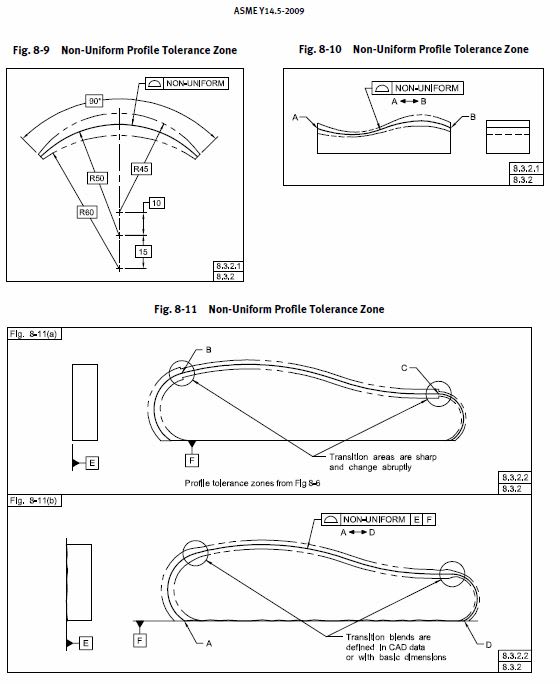
I would say no more overkill than separate profile tolerances. Assuming OP uses Y14.5-2009 or later. If one wants to really simplify it just put 2X profile and 2X leader lines to the pair of inclined faces and make the radius directly toleranced instead of basic. *Edit - I see OP is only on 1994, indeed then non-uniform is not an option directly supported by the 1994 standard. A note could be used, but in that case I would agree is overkill. Separate profile tolerances or the aforementioned directly toleranced radius are the best options.
dgallup,
That really depends on the application, the length of the part and mating part(s), and how precise the mating parts are doesn't it? If the tube which sits in the "V" is relatively short and tightly controlled then sure a gauge ball/pin would work very well. If the v-block is expected to handle several sizes of tube or if the v-block is very long and/or is expected to hold a long tube with some non-trivial amount of size/form/straightness error then profile might be the better choice.