djhurayt
Mechanical
- Jan 18, 2001
- 220
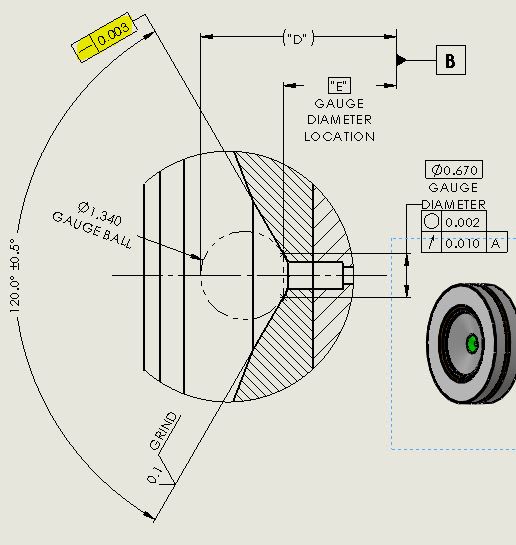
A vendor has suggested that we use a flatness straightness (I don't know which one of these voices in my head was thinking flatness, I'll get on him about that if I every find out who it was ![[hammer]](/data/assets/smilies/hammer.gif "[hammer] [hammer]") ) call out as shown. I'm not sure I fully understand what this is really accomplishing but even more so:
) call out as shown. I'm not sure I fully understand what this is really accomplishing but even more so:
How the heck do you measure/evaluate this characteristic?
This device is basically a check valve that only allows fluid past it from the right as a force pushing the ball to the conic surface is reduced.
) call out as shown. I'm not sure I fully understand what this is really accomplishing but even more so:How the heck do you measure/evaluate this characteristic?
This device is basically a check valve that only allows fluid past it from the right as a force pushing the ball to the conic surface is reduced.