Hi LittleInch, Curtis2004, IRstuff, and hacksaw,
Thank you very much for your responses and I apologize for my delayed follow-up. I will do my best to describe what I am trying to do. My company builds "web" coating equipment that includes a drying tunnel. Basically, at one end of our machine we take a continuous spool of any kind of flat material (paper, foil, film, etc) and unwind it. For the purpose of this explanation, I will refer to this material as the "web". As the web is being unwound, we apply a (wet) coating to it and pass it through a drying tunnel. Here is an illustration of our drying tunnel...
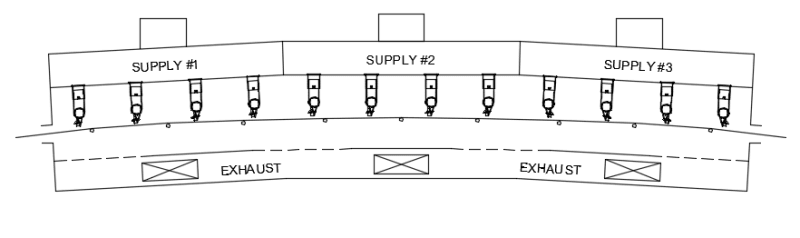
... The drying tunnel has three "Supply Zones" (labeled Supply #1, #2, and #3) into which we deliver heated air. Each Supply Zone has a dedicated / independently controlled blower and electric heater, so we can independently adjust the temperature and the flow of the air delivered into each supply zone. We do have closed-loop temperature control and closed loop control of blower RPM, but we have never tried to implement closed-loop CFM control. The air for each Supply Zone is delivered into a plenum that is isolated from the other zones at the top portion of the dryer (as indicated by the vertical lines I have drawn between the Supply Zones). The air from each Supply Plenum is directed/forced through adjustable air nozzles that aim the heated air at the web. There is no isolation between the zones in the part of the dryer that the web passes through (as this would make it impossible for the web to pass all the way through the dryer). At the bottom of the dryer, there are three 12" wide by 4" high connection points for exhaust ducts. Rather than providing separate, isolated plenums for each of the three exhaust connection points, we have a single plenum that spans the entire length of the dryer. In an effort to balance the path that the exhaust takes, we construct the top of the exhaust plenum by staggered sections of solid and perforated sheet metal (perforated indicated by dashed lines, solid indicated by solid lines). External to the dryer, three separate exhaust ducts are connected to the three 12" wide by 4" high connection points, but these ducts are then merged into a single, larger duct. This way, exhaust from the dryer can be removed by a single Exhaust Blower.
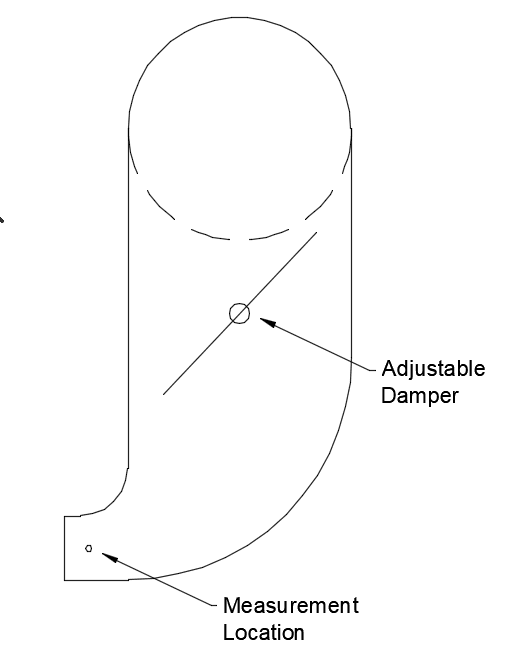
The side view of the three individual exhaust ducts looks like the following...
The 12" wide by 4" high opening quickly transitions into an elbow that turns the duct vertical and also increases the cross-sectional area. In the vertical portion, each exhaust duct has an adjustable damper just before where it mergers into a horizontal (round) duct that goes to the single exhaust blower.
Ultimately, our goal main goal is to allow for consistent and repeatable drying of the product. While Supply Blower Speeds and temperature of the inbound air is easily controllable, measurable, and repeatable, drying conditions can be affected by the balance (or lack of balance) between the air flow that is pulled from each exhaust location. This is adjustable using the dampers, but it is not very easy to measure.
For many years, we have done this by "feel" and experience, and have almost always been able to get our customers to the point where they can repeatably achieve the degree of drying they require. More and more, I have had requests from customers to implement instrumentation for monitoring and controlling the drying conditions.
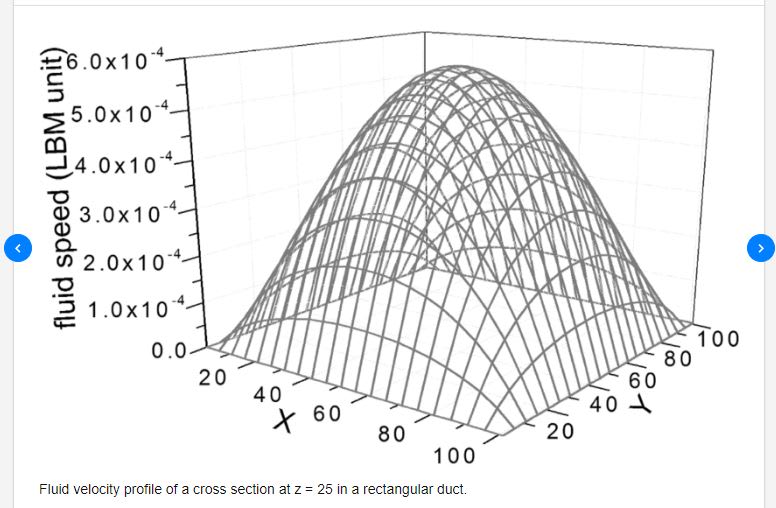
My description of the machine above is based on one we built about 20 years ago. I realize the duct-work is far from ideal for air flow measurement. For a new machine for which I knew air low measurement was desired (or required), I would advise the customer to allow/plan for longer runs of straight duct. This being said, they did manage to stick an air flow probe into the 12 x 4" Exhaust Exit locations and into the 12" x 12" Supply Zone Entry locations and they reported data measured (at the center of these locations) in ft/min. This is what led to me asking my question regarding if/how I might be able to convert this to CFM.
As to how accurate I need (or want) to be, of course I would like to be as accurate as possible, but I am sure the accuracy I can achieve will be severely limited by the fact the the existing duct work does not afford suitable measurement locations. I am interested to know based on my description of my application if any of you think this is a worthwhile exercise or if I am wasting my time.
Thanks and best regards,
Paul