VermontMaker
Mechanical
Hi,
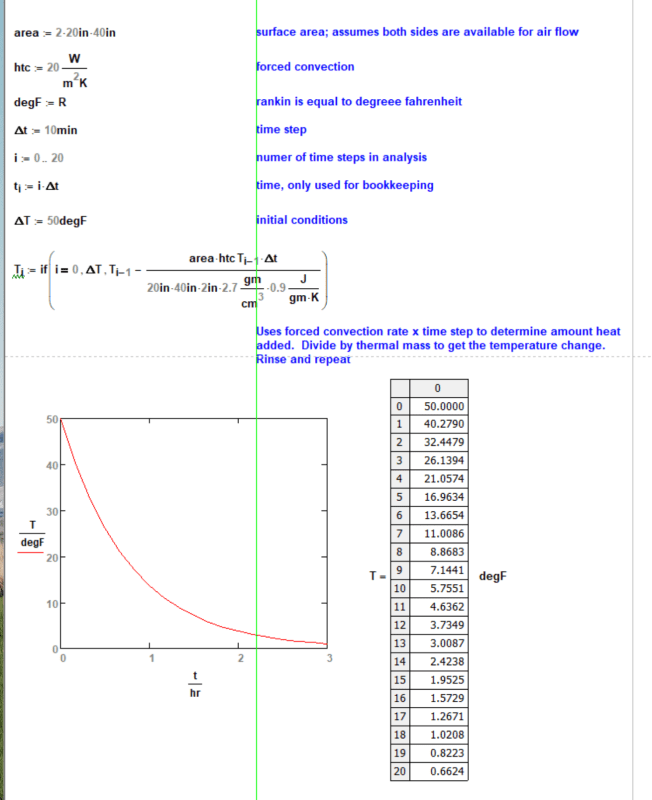
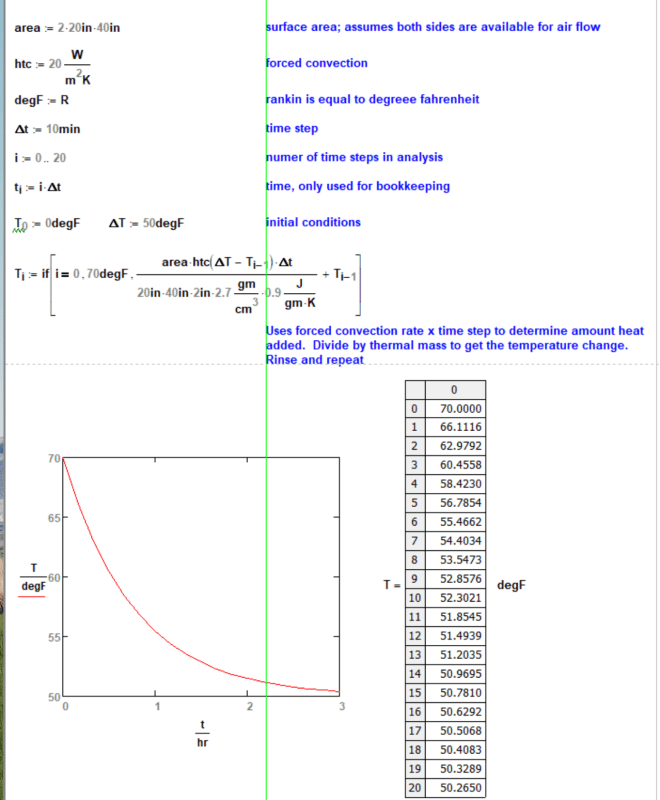
I have been making custom composite panels (mostly wood and carbon fiber) for more than 20 years and I am modifying one of my vacuum presses so that the laminate inside can be pressed between two 1" thick cast and ground aluminum plates (for flatness...the plates are also inside the bag) and at the same time increasing the temp around the bag to 120F from 70F in 10F increments over 24 hours, holding at 120F for a day and ramping back down. The bag itself is .03" thick clear vinyl and surrounds the laminate and the two plates. The laminate is .5" thick and the plates are MIC-6. I'm wondering whether I can transfer the ambient heat through the cast aluminum plate into the laminate and, if so, what the time lag is between change in ambient temp and the temp of the cast aluminum. Any help would be greatly appreciated.
I have been making custom composite panels (mostly wood and carbon fiber) for more than 20 years and I am modifying one of my vacuum presses so that the laminate inside can be pressed between two 1" thick cast and ground aluminum plates (for flatness...the plates are also inside the bag) and at the same time increasing the temp around the bag to 120F from 70F in 10F increments over 24 hours, holding at 120F for a day and ramping back down. The bag itself is .03" thick clear vinyl and surrounds the laminate and the two plates. The laminate is .5" thick and the plates are MIC-6. I'm wondering whether I can transfer the ambient heat through the cast aluminum plate into the laminate and, if so, what the time lag is between change in ambient temp and the temp of the cast aluminum. Any help would be greatly appreciated.
 . Thanks for asking about the adhesive, but the MIC-6 plates act only as cauls or flat raferences for the layup, treated with release agent and reused. The composite is squeezed between them.
. Thanks for asking about the adhesive, but the MIC-6 plates act only as cauls or flat raferences for the layup, treated with release agent and reused. The composite is squeezed between them.