dhengr said:
but you kinda keep talking past each other
Yeah, that's going to be my fault because I've dealt with the mechanical properties of aluminum forever, but never really looked at them any deeper than if they were in tolerance or not. I apologize for the delays in responses, I just now finished up our 5-day IATF audit, via Zoom no less. Aside from that, I do wish I could spend the time in here and discuss this until I have it figured out, but I'm the quality mgr at a company that provides 4 million lbs of aluminum into the automotive market per month through 150 tier-1 customers so, I get pulled away a lot during the day. I didn't realize anyone was wanting the area, as I've learned from these guys earlier that the calculation I need doesn't involve the part area. My 2nd post described the alloy, temper, shape, and length of what I'm working with.
All of these parts are made in the same process, same extrusion press, same stretching equipment, and aged in the same oven. The only thing I've noticed different between passed and failed tests, is that the wall is thicker on samples that pass compression tests, and not by much, maybe 0.002". If we could just make the wall thicker, we would be golden, but the customer specs the OD and the ID, we don't let customers spec all three dimensions. So for the last year we've been trying to make a tube with the OD at the top of the tolerance and the ID at the bottom, giving us a thicker wall. BUT, this is aluminum extrusion, if I've learned one thing in the last 30 years it's that, if you try to run a dimension at the edge of a tolerance, you will run material out of tolerance at some point during the 1,000s of feet you're extruding. In most cases, a little bit out here and there doesn't hurt, but with the finished part length being an average of 2.5", the customer or the customer's customer finds all of our sins. With the customer's cut length, they are making millions of parts out of our tubes, and when they find even ONE bad part, 1,000s are now considered suspect and have to either be inspected or scrapped.
[ul]
[li]These parts are used in automotive noise, vibration & harshness (NVH) applications, like motor and shock mounts and various brackets.[/li]
[li]Our direct customer only has the responsibility of cutting the longer parts we've shipped down to their customer's cut-length (typically not over 3"). They chamfer the ends, tumble the parts and ship them on.[/li]
[li]The prints that are sent to us are from our customer's customer. Our customer has no engineers, they simply want to know if we can make the part so they can bid on the job with their customer.[/li]
[li]The finished product utilizes two different tubes, both of which we produce; one large OD (up to 4")thin wall tube, the other tube has a small OD with a thick wall (up to 1/2")[/li]
[li]The small OD tube is held inside the large OD tube by vulcanized rubber.[/li]
[li]We make around 35 different OD/wall combinations of each type of tube.[/li]
[li]We perform compression testing on the thick wall parts and expansion testing on the large OD parts.[/li]
[li]Port-hole extrusion dies produce the extrudates at around 1,000f, which are cooled to approx. 120f by water immediately after exiting the extrusion die. The extruded lengths vary, but are generally around 100'. Every extruded piece is stretched an amount that will leave the parts straight and not bowed. The stretching process is the least-controlled process we have, mainly due to the age of the equipment that make it a very manual process where the ends of extrudates are placed into the jaws of immobile equipment (tail-stretcher), with the opposite ends being secured in equipment(head-stretcher)that is moved in reverse to tighten and then stretch the extruded lengths. Dimensions are measured before and after stretching.[/li]
[li]The extrusions are then cut to the final cut-length of 12', placed on racks and artificially aged to T6 temper.[/li]
[li]For parts weighing less than 1 lb/ft, the testing frequency is 1/1,000 lbs. For parts that are heavier, the frequency is 1/1,000'. We collect random samples from the lot of material after aging. Test samples for each compression and tensile tests are sectioned from the same extruded piece.[/li]
[li]For tensile tests, we are simply verifying that yield strength, ultimate tensile strength, and elongation are within tolerance for the alloy/temper.[/li]
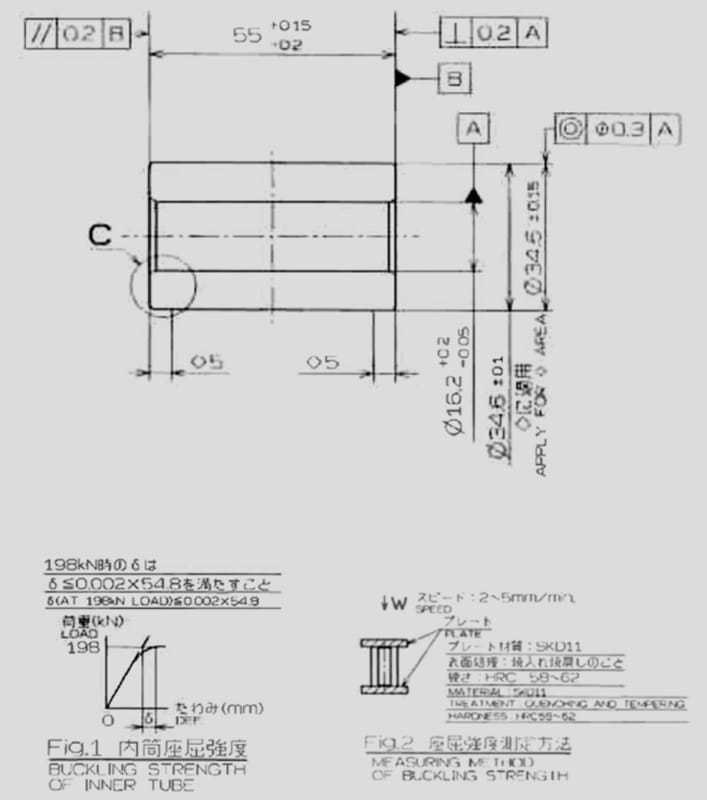
[li]For the compression tests, we are ensuring the parts meet the customer print requirement for max longitudinal displacement (almost all customer prints call this a buckling test?)[/li]
[/ul]
I've attached data from a recent print quote. In this one, it actually looks like they are wanting a measurement with the sample under load, but the tolerance they give is entirely unrealistic.