andregtoledo
Mechanical
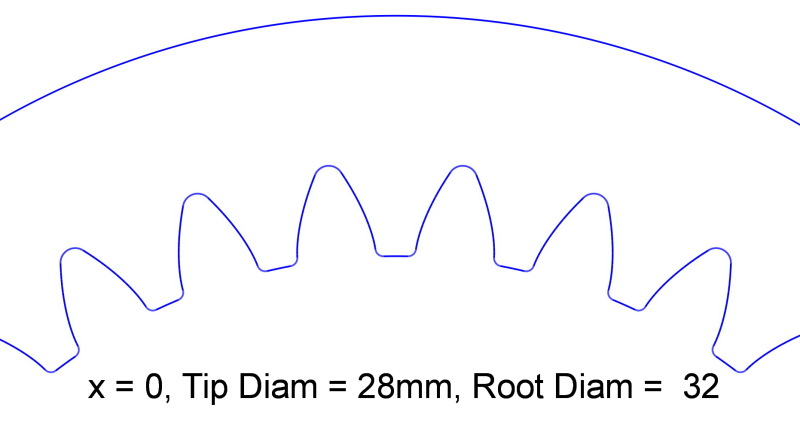
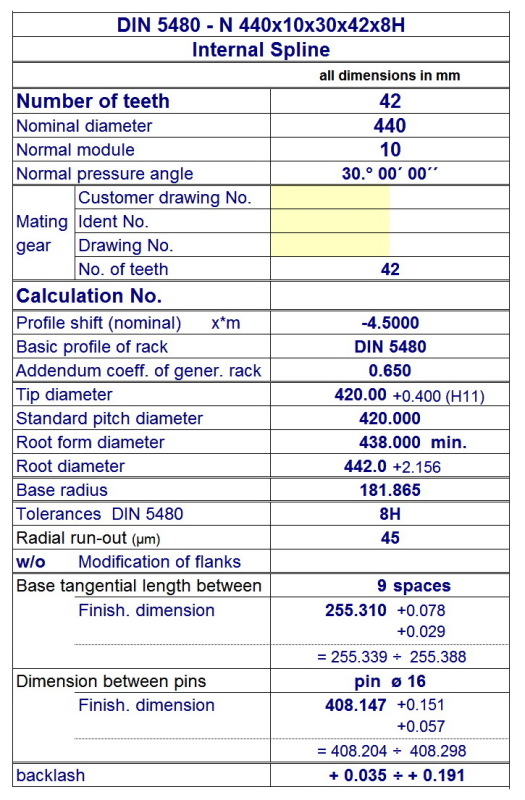
We need to manufacture a hub with these information: 440x10x42x8H - DIN5480
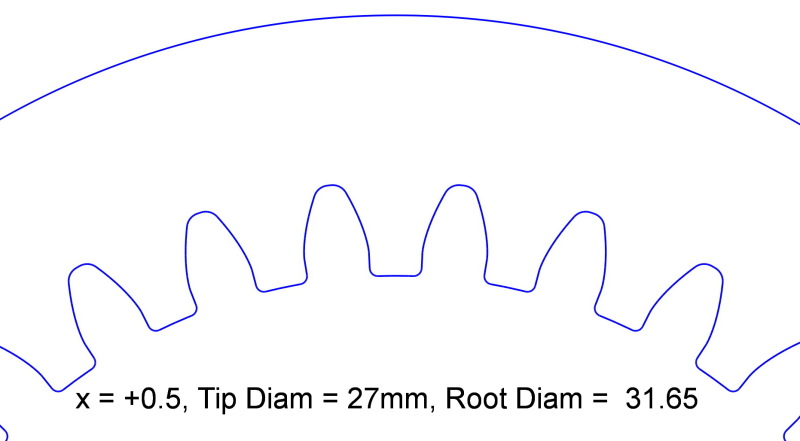
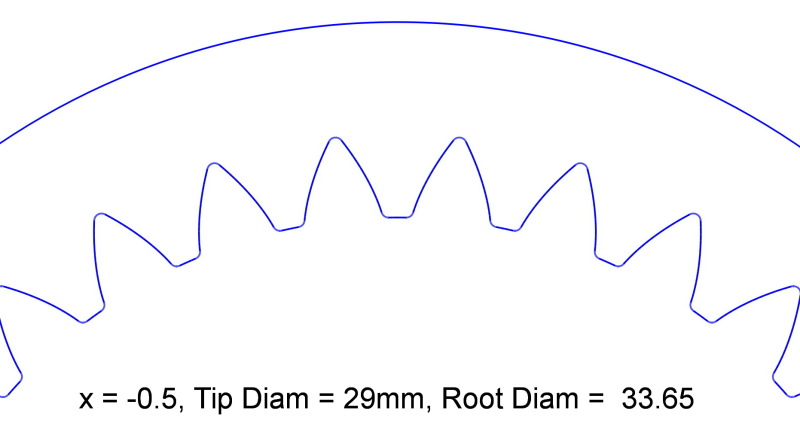
How can we tell from this if any addendum modification was used in the calculation of tip circle diameter and root circle diameter?
This will determine the calculation for the diameters of out hub will it not?
All help is appreciated.
Regards
Andre Toledo
How can we tell from this if any addendum modification was used in the calculation of tip circle diameter and root circle diameter?
This will determine the calculation for the diameters of out hub will it not?
All help is appreciated.
Regards
Andre Toledo