Well...
According to these people, both socket welded and threaded pipe fittings are discouraged.
You could construct your small bore system from straight and bent Schedule 80 CS piping and Class 150 Flanges .... Tees may be a problem
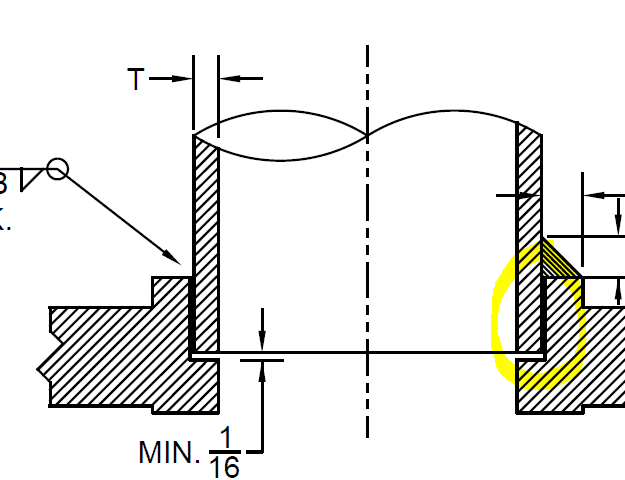
As stated above, both socket welded and threaded fitting require a liquid "dead zone" as part of their design
Under dead zone conditions , a mechanism known as hydrogen grooving will occur where movement of hydrogen bubbles on a carbon steel surface removes a protective film and locally increases the corrosion rate. This is a common problem with older carbon steel piping and essentially is an erosion-corrosion mechanism. Hydrogen grooving will also cause corrosion along the sides and top of both piping and equipment.
Oxygen and iron can increase this effect.
Fluid velocity is your enemy ... keep the flowrate slow
In my opinion, all CS sulfuric acid piping (93 - 98%) should be inspected every 3 years and replaced about every 5 - 7 years
Also, I would not run any systems smaller than 1" NPS ....
BTW, for sulfuric acid systems in Nuclear Power Plants, the following configuration and material selection is recommended:
All Fittings 2" and Smaller
Type: Seamless Butt Weld Ends
Material: ASTM B366, Alloy 20Cb-3 (UNS N08020)
Schedule: 40S
Dimension: ASME B16.9
Max Temperature: 140F
MJCronin
Sr. Process Engineer