sleepdrifter
Mechanical
- Mar 21, 2025
- 20
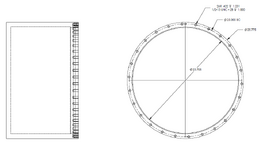
I have to design a fixture that is a roughly a 23" ID tube w/ a 1" WT that will have a tapped bolt pattern around the flat base portion of the tube. I've been trying to find how I can calculate what kind of stress would cause the part to fail. My biggest concern is that I'm aligning with 1/2" clearance hole BP so I'm aiming to use 1/2"-13 tapped holes and the slimmest margin I have from major diam of tapped hole to my part OD is roughly .175".
What sort of equations should I be looking at to confirm that I'm not going to shear the threads off since I don't have much material between the tapped hole and OD of the part? Less worried about shearing threads off and more so a major deformation of the thread area due to a thin wall thickness. I've abided by the rule of thumb 1.5D of wall thickness for steel but how can I mathematically determine if my design is prone for issues?
What sort of equations should I be looking at to confirm that I'm not going to shear the threads off since I don't have much material between the tapped hole and OD of the part? Less worried about shearing threads off and more so a major deformation of the thread area due to a thin wall thickness. I've abided by the rule of thumb 1.5D of wall thickness for steel but how can I mathematically determine if my design is prone for issues?
Last edited: