Hello,
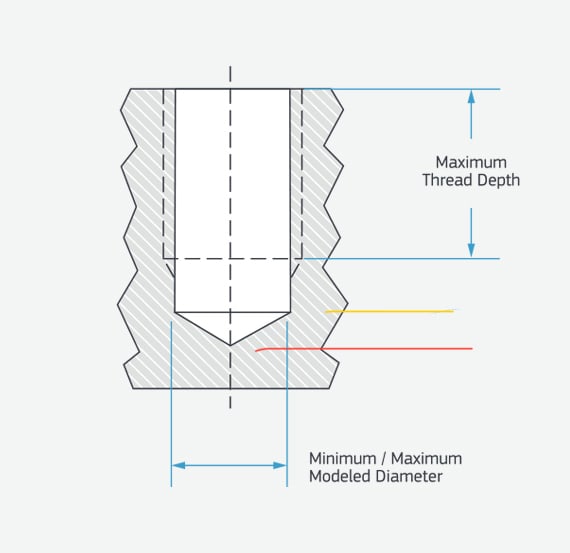
I had a question that I couldn’t get a clear answer online for, so there a tapped hole (thread portion & a portion deeper with no thread, then the cone shape of the drill at the bottom) [Please refer to picture]. And there’s a callout for a drill pilot depth, I’m curious because from what I’ve read, the drill pilot or pilot hole are used to ensure accuracy to the center when creating a feature, like a hole, or a hex; but I’ve never seen this called out before and I’ve also been asked to add a pilot hold onto a blueprint for a hex feature, so my main questions are:
1. Referring to the picture down below, is the “pilot hole depth” or “drill pilot depth” from the top to the red line (cone shape of the drill at the bottom of depth point) or the yellow line (normal depth)
2. Is there a standard for drill pilots/pilot holes?
Thank you!
I had a question that I couldn’t get a clear answer online for, so there a tapped hole (thread portion & a portion deeper with no thread, then the cone shape of the drill at the bottom) [Please refer to picture]. And there’s a callout for a drill pilot depth, I’m curious because from what I’ve read, the drill pilot or pilot hole are used to ensure accuracy to the center when creating a feature, like a hole, or a hex; but I’ve never seen this called out before and I’ve also been asked to add a pilot hold onto a blueprint for a hex feature, so my main questions are:
1. Referring to the picture down below, is the “pilot hole depth” or “drill pilot depth” from the top to the red line (cone shape of the drill at the bottom of depth point) or the yellow line (normal depth)
2. Is there a standard for drill pilots/pilot holes?
Thank you!