gasoperations
Mechanical
Here is a question / clarification required for API 510 ( Pressure Vessel Insp. Code )
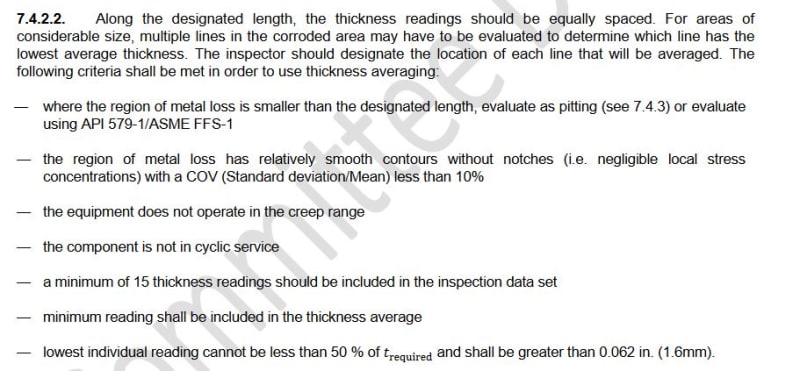
Section 7.4.2.1 states Quote " For a corroded area of considerable size the wall thicknesses may be averaged over a length not exceeding
the following" Unquote
During a recent inspection a corroded area ( 30 mm x 120 mm ) is noted on a pressure vessel with nominal thickness of 9.5 mm. Required wall thickness is 5.2 mm at design press. & Temp. Wall thickness recorded in UT inspection is 3.5 mm to to 7 mm in the corroded area at various locations.
If average thickness is calculated as per sec. 7.4.2.1, for all the thickness readings in the corroded area, wall thickness will be 6.5 mm that is well above the minimum required thickness.
Does it mean the vessel is acceptable for operation? What will be the assessment if minimum thickness is down to say 1.5 mm but average thickness is still above 5.2 mm?
Any expert comments will be appriciated
Section 7.4.2.1 states Quote " For a corroded area of considerable size the wall thicknesses may be averaged over a length not exceeding
the following" Unquote
During a recent inspection a corroded area ( 30 mm x 120 mm ) is noted on a pressure vessel with nominal thickness of 9.5 mm. Required wall thickness is 5.2 mm at design press. & Temp. Wall thickness recorded in UT inspection is 3.5 mm to to 7 mm in the corroded area at various locations.
If average thickness is calculated as per sec. 7.4.2.1, for all the thickness readings in the corroded area, wall thickness will be 6.5 mm that is well above the minimum required thickness.
Does it mean the vessel is acceptable for operation? What will be the assessment if minimum thickness is down to say 1.5 mm but average thickness is still above 5.2 mm?
Any expert comments will be appriciated