metaleng123
Petroleum
Hello friends,
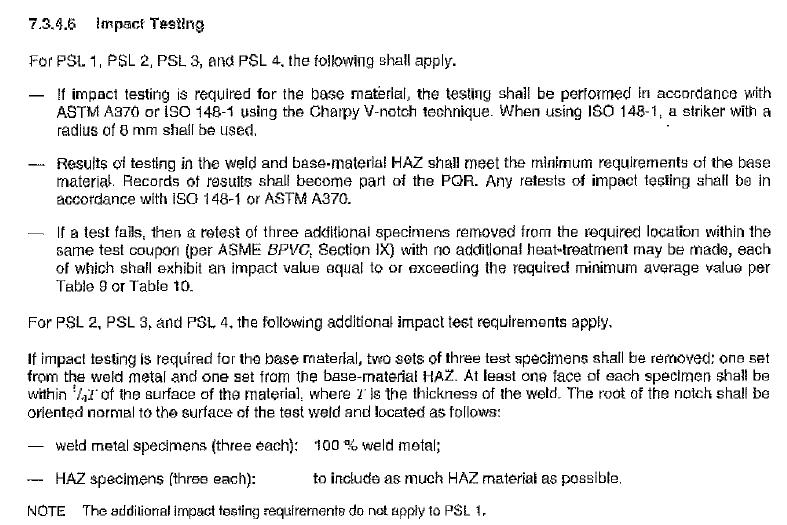
Can anyone help me with an interpretation for API 6A's 7.3.4.6 regarding Impact testing for welding procedure qualification. I am particulary interested in the first statement as this is vague when im translating it in my native language and it is not clear when you have to perform this test.
Can anyone help me with an interpretation for API 6A's 7.3.4.6 regarding Impact testing for welding procedure qualification. I am particulary interested in the first statement as this is vague when im translating it in my native language and it is not clear when you have to perform this test.