Burunduk
Mechanical
- May 2, 2019
- 2,580
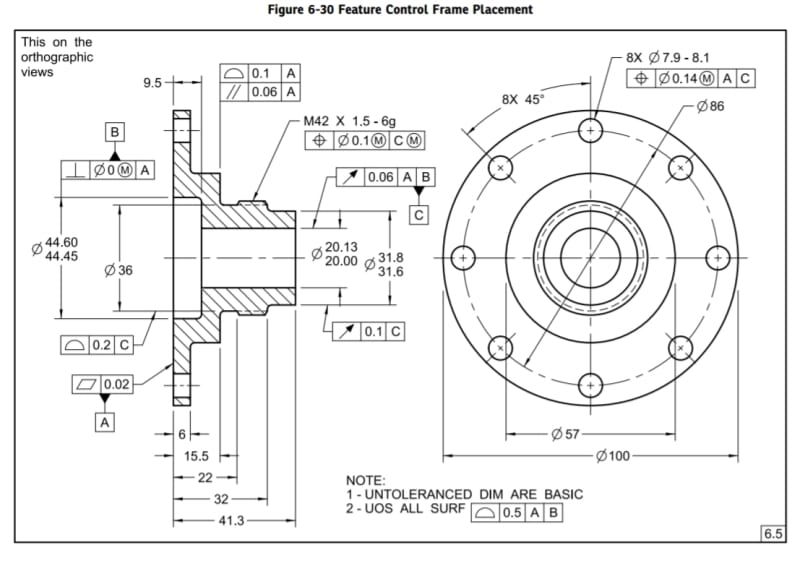
In fig. 6-30, what tolerance controls the length of the threaded M42 section?
There are basic dimensions 22 and 32, however while basic dimension 32 is clearly related to the general profile tolerance since there is a step there that is part of a true profile, I'm not sure what to make of basic dimension 22. It is given to where the basic diameter 36 ends and the thread starts, but is the true profile and the general profile tolerance zone well defined at that place? Part of the problem as I see it is that there is no step there to take part in a clear true profile (basic dia. 36 is only slightly smaller than the minor dia. of M42).
There are basic dimensions 22 and 32, however while basic dimension 32 is clearly related to the general profile tolerance since there is a step there that is part of a true profile, I'm not sure what to make of basic dimension 22. It is given to where the basic diameter 36 ends and the thread starts, but is the true profile and the general profile tolerance zone well defined at that place? Part of the problem as I see it is that there is no step there to take part in a clear true profile (basic dia. 36 is only slightly smaller than the minor dia. of M42).